

История
Схема «резьбового» сустава у жука тригоноптеруса Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Виды плашек
Существует просто огромное количество различных вариантов исполнения инструмента, что связано с многообразием резьбовых соединений. Все они обладают своими определенными достоинствами и недостатками.
Виды плашек учитываются для подбора наиболее подходящего варианта исполнения для нарезания резьбы. Основные признаки классификации следующие:
- Форма.
- Конструкция корпуса.
- Способ нарезания витков.
Кроме этого, не стоит забывать о том, что бывает плашка метрическая и дюймовая. Большее распространение получили метрические резьбы, но дюймовые применяются при создании различных механизмов.

Плашка для нарезания резьбы метрическая
Классификация плашек для нарезания резьбы по форме проводится следующим образом:
- В виде шестигранника.
- Трубчатые.
- Круглые.
- В виде квадрата.
Выделяют и несколько видов инструмента по конструктивным признакам:
- Цельная плашка левая, резьба может быть с различным шагом, представлена неразборным литым корпусом, который имеет несколько отверстий. Этот вариант исполнения получил самое широкое распространение, так как характеризуется надежностью и простотой в применении, длительным сроком эксплуатации. Однако при частой работе с различными диаметрами приходится иметь при себе целый набор этого инструмента.
- Разрезные существенно упрощают процесс нарезания витков, что также связана с конструктивными особенностями корпуса.
- Раздвижные варианты исполнения обладают самым сложным корпусом, который может регулироваться в определенном диапазоне диаметров. Имея один подобный инструмент в наличии можно проводить нарезание резьбовой поверхности на заготовках различного диаметра.

Плашка для нарезания резьбы дюймовая
С левой резьбой можно работать при применении всех распространенных вариантов исполнения инструмента. По предназначению можно выделить следующую классификацию:
- Для круглой резьбы.
- Для конической формы.
- Для цилиндрической.
Изготовление проводится в соответствии с установленными стандартами в ГОСТ.
Виды метчиков
По назначению
Слесарные (ручные) метчики
используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
Машинные (машинно-ручные)
. Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
Гаечные
. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах
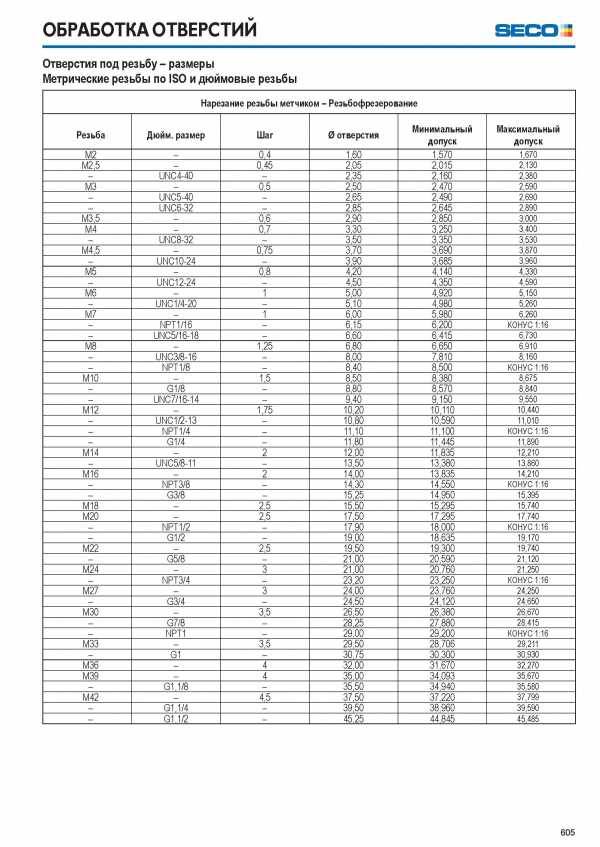
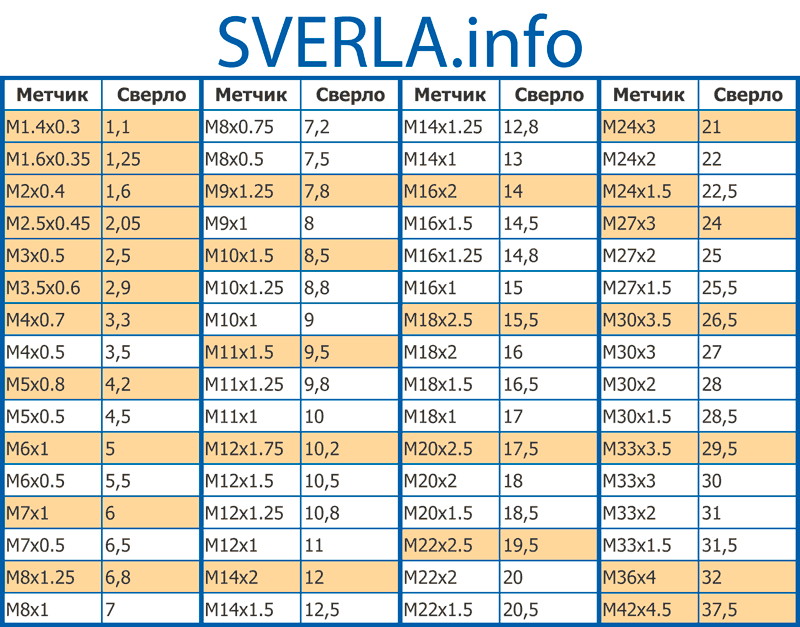
. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм)
, а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб
. Шаг также выражается в нитках на 1 дюйм.
Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше
. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.

- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.
Это интересно: Навес маркиза
Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья); б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу; в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки; г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением; д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.
Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.
Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
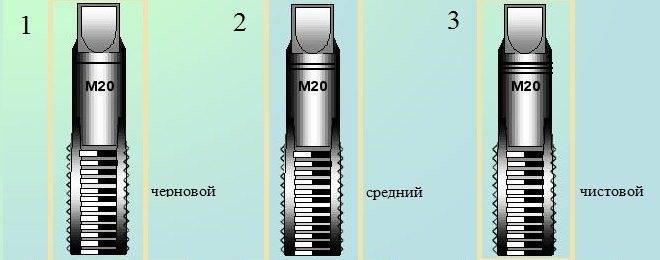
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
Общий вид метчиков из набора
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.
Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
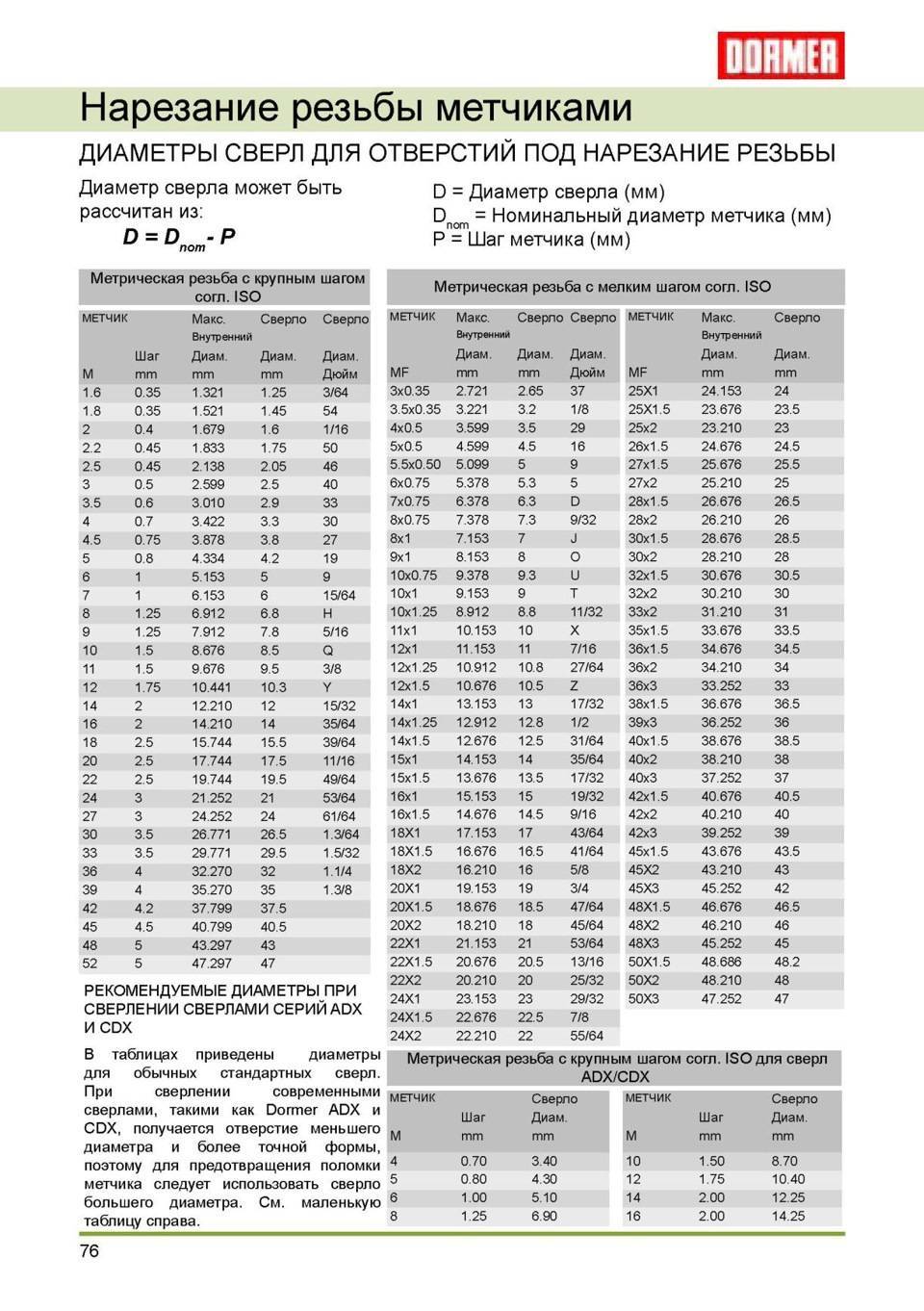
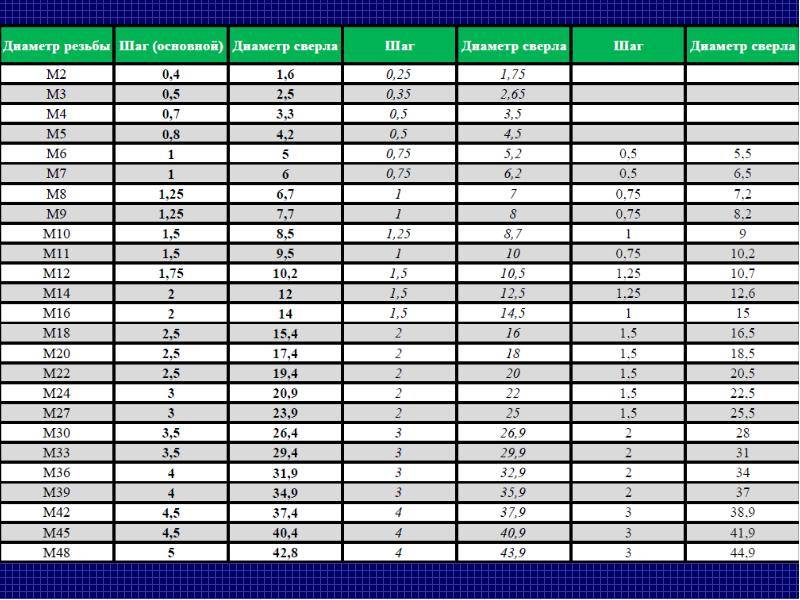
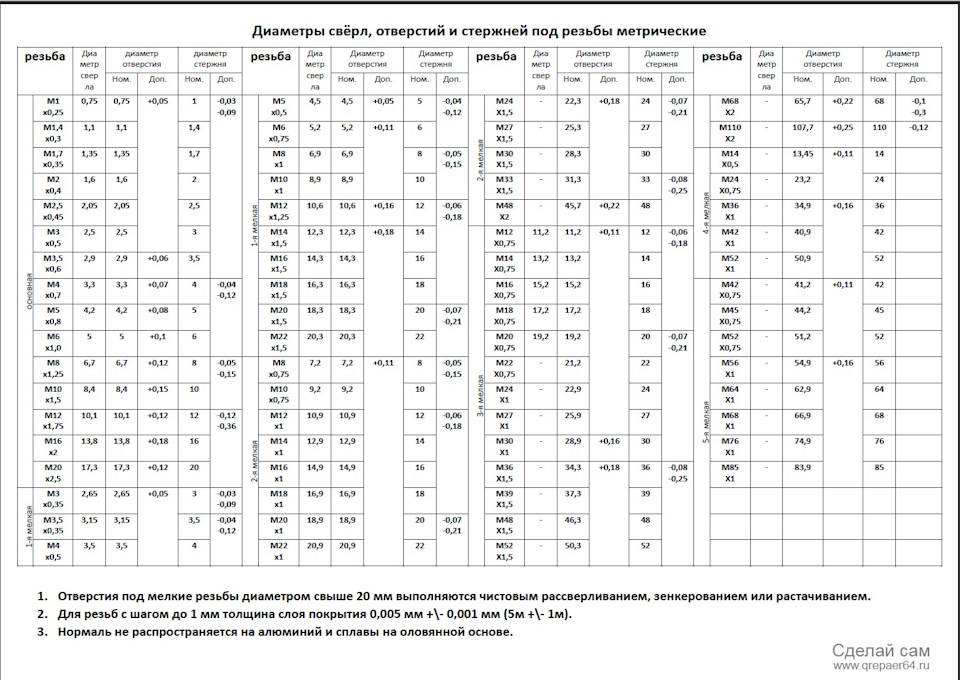
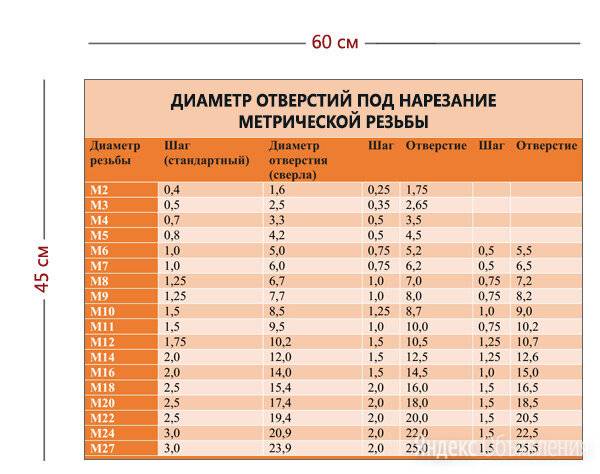
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
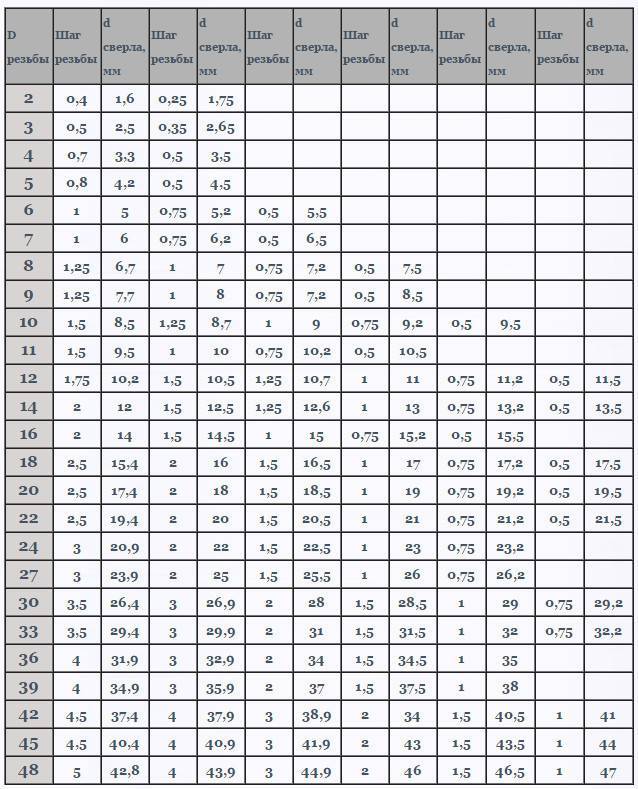
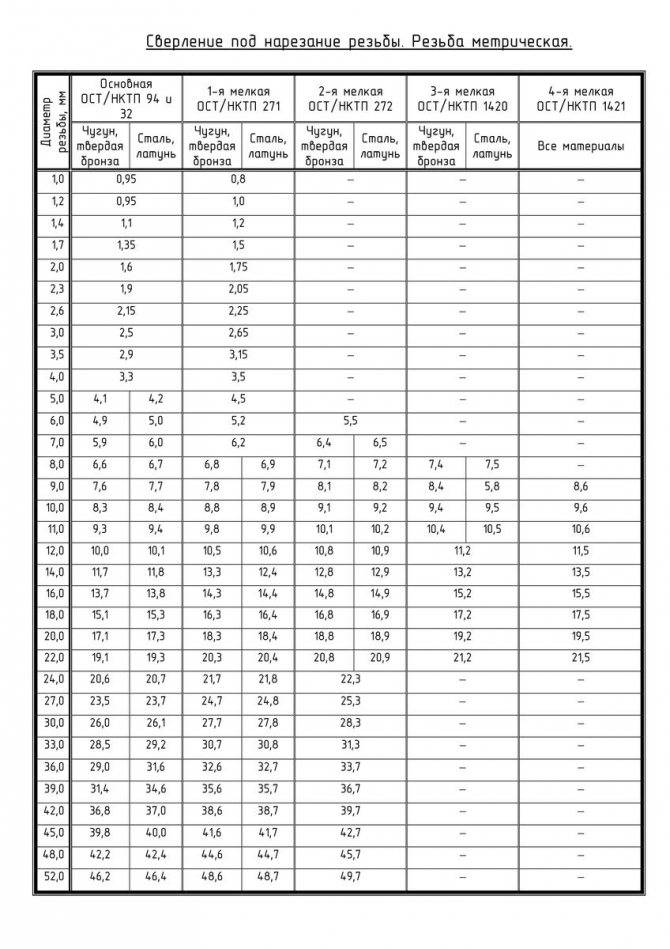
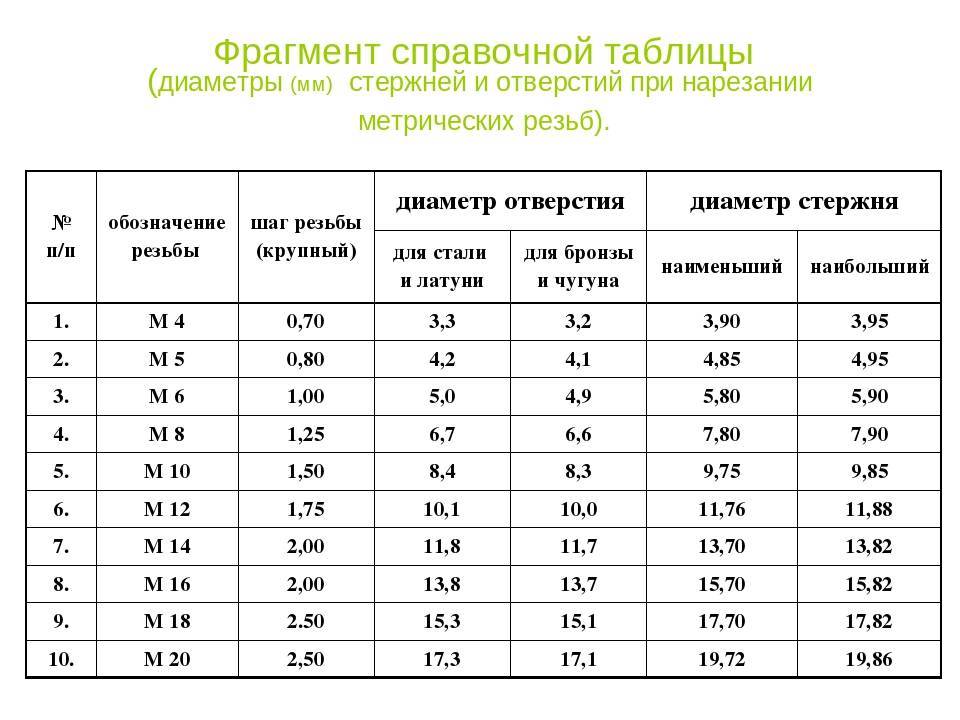
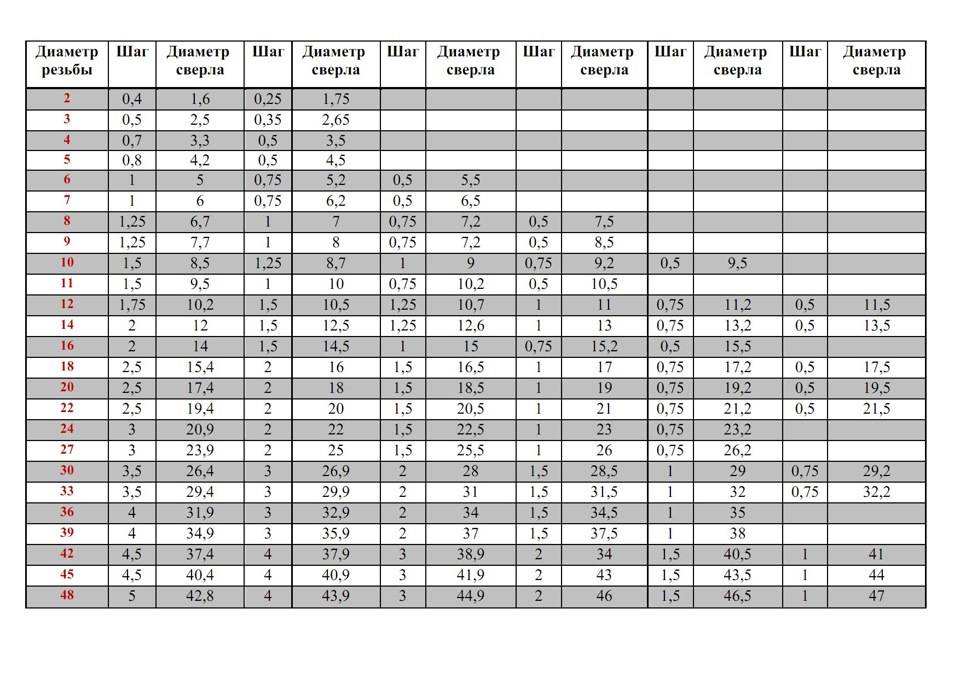
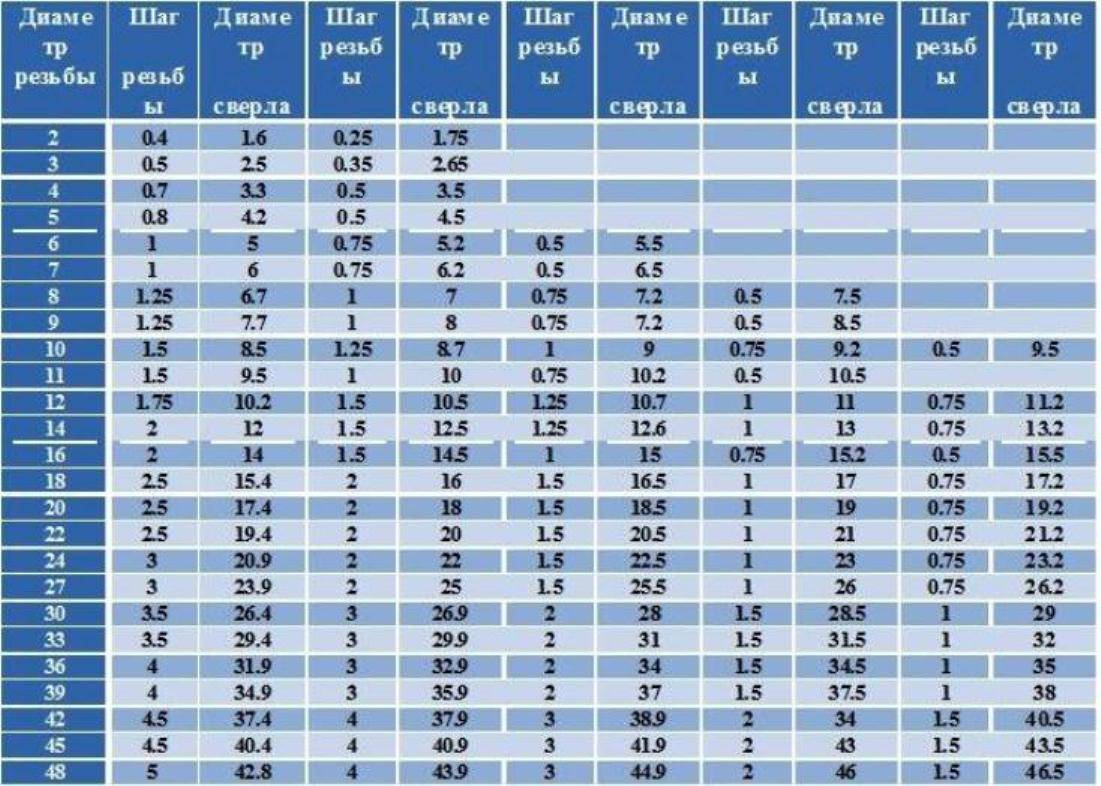
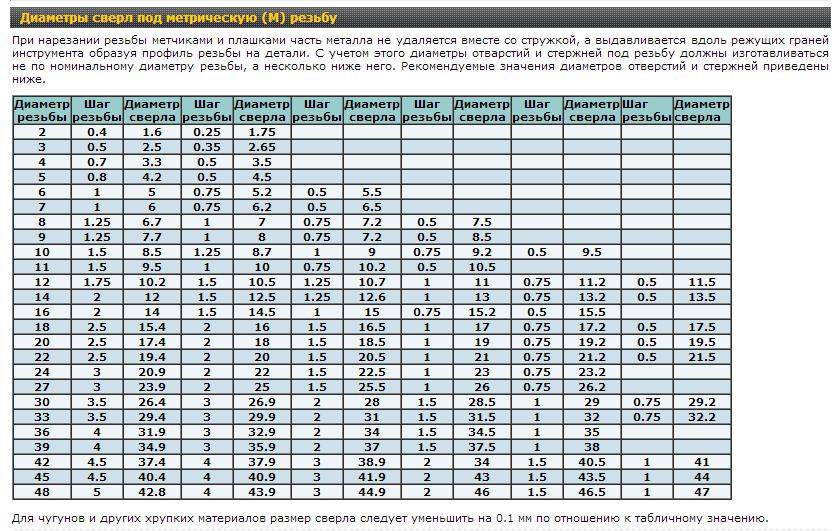
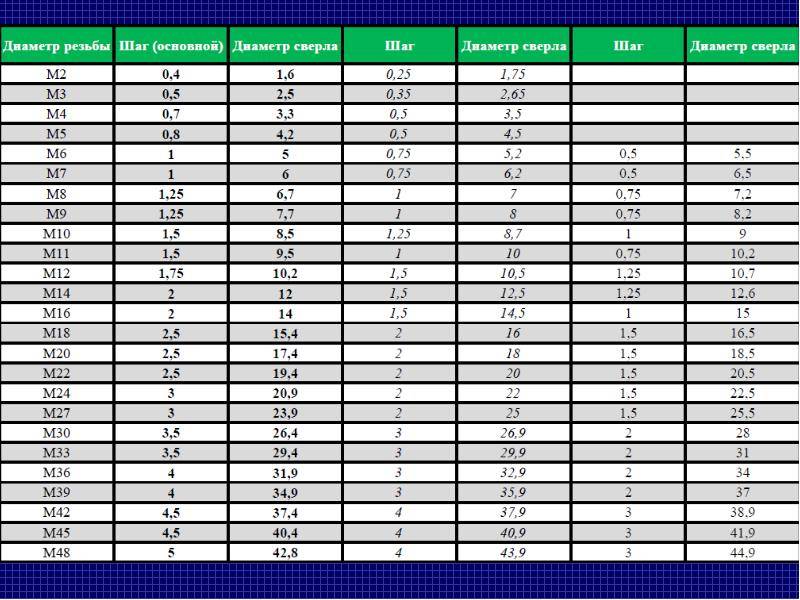
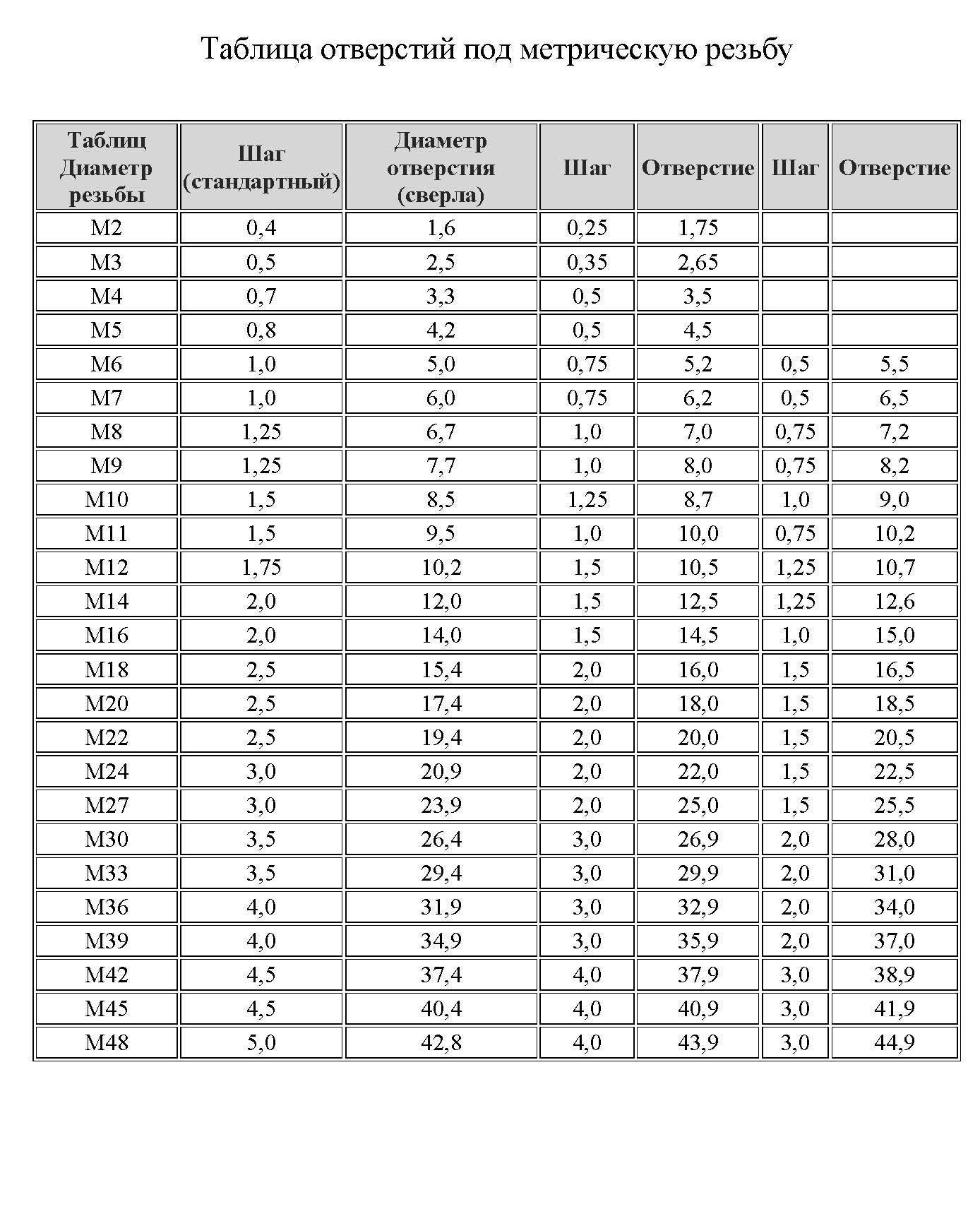
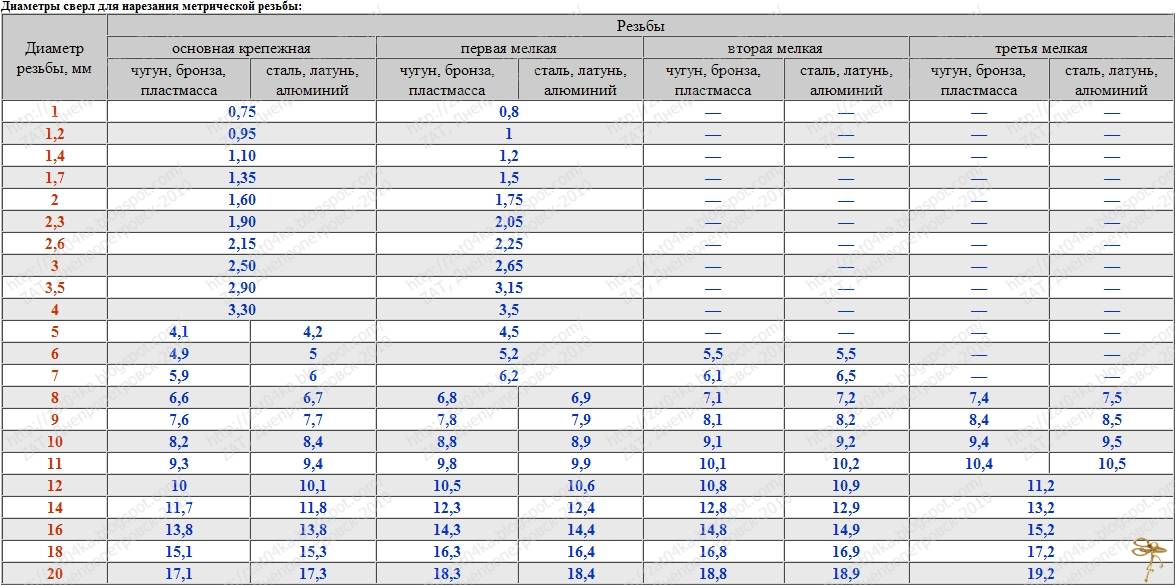
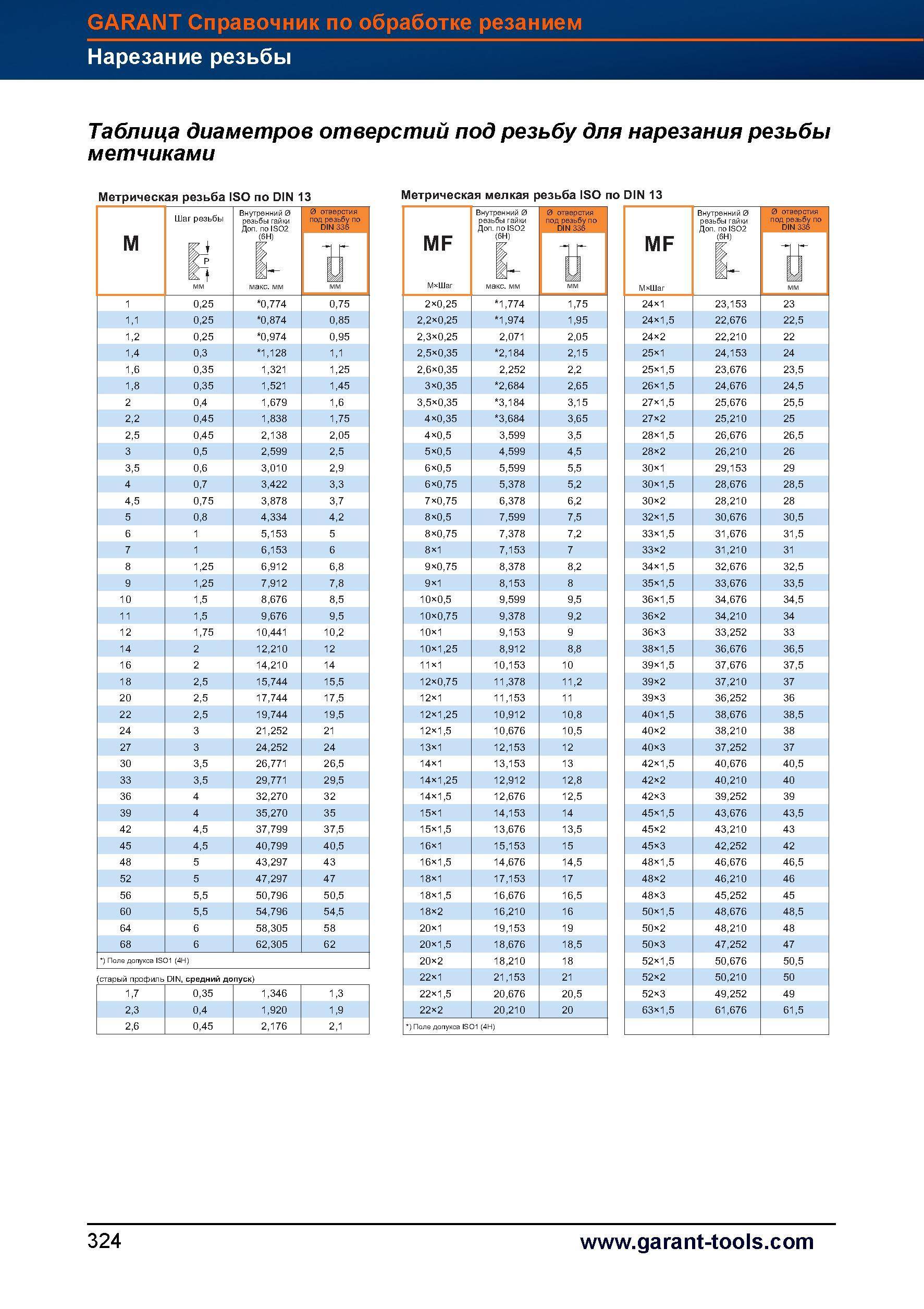
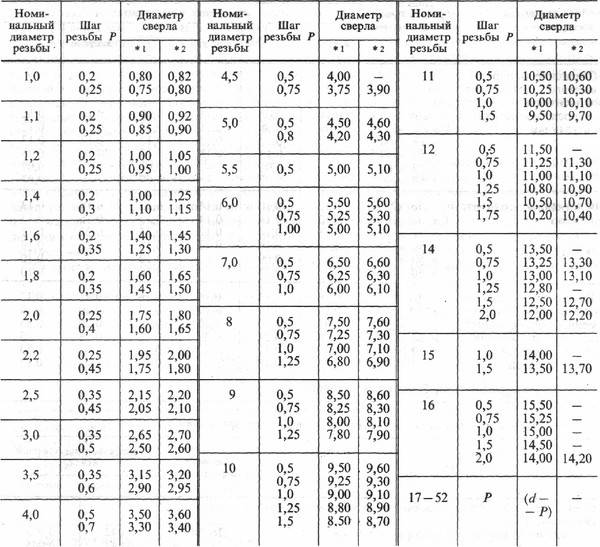
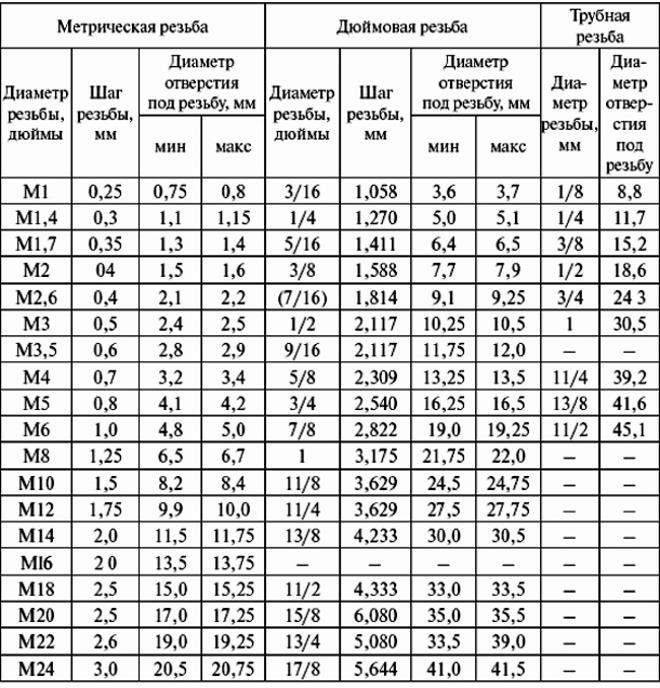
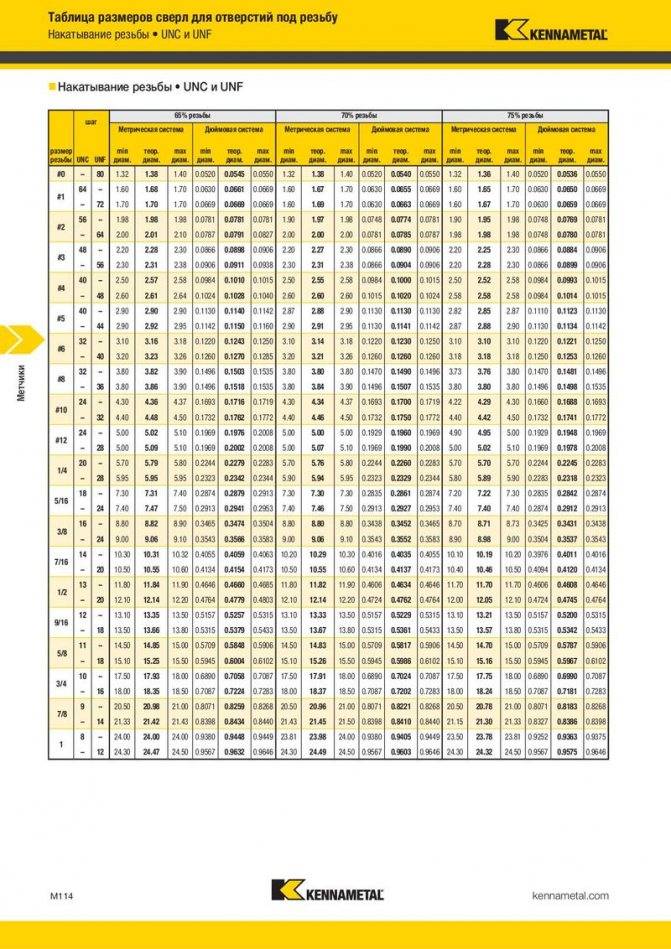
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
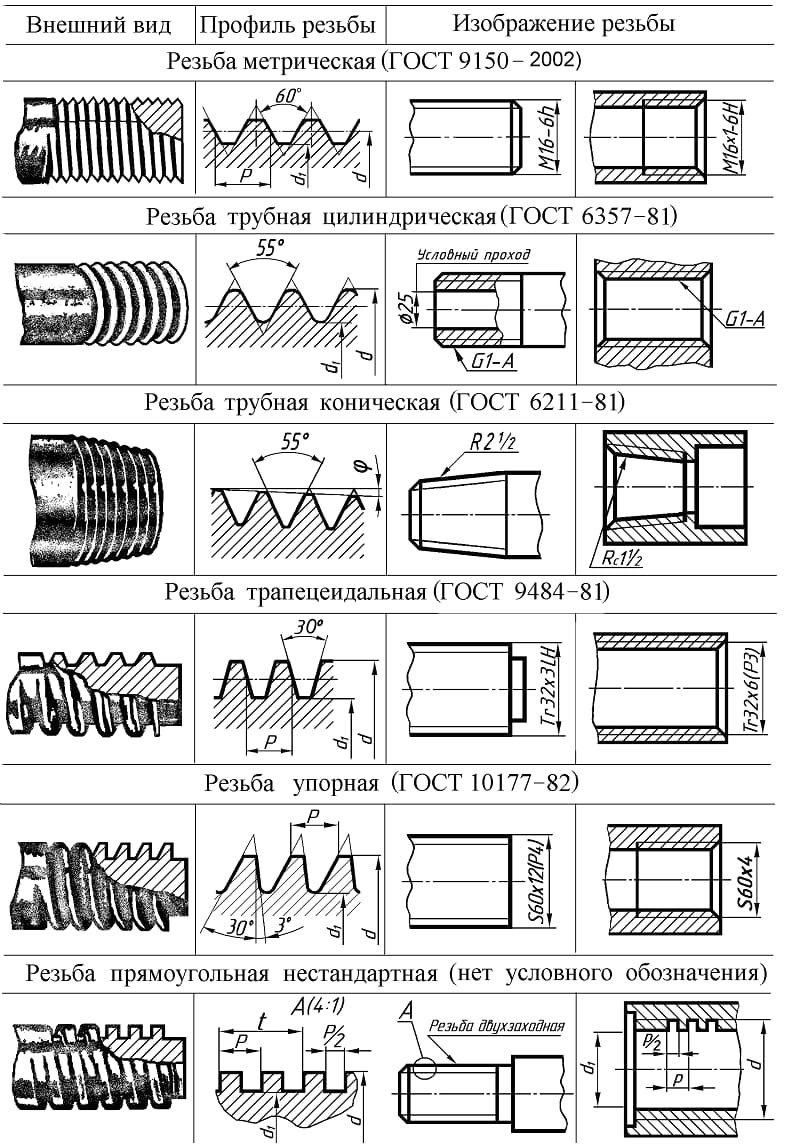
Виды резьбы
Существуют и другие типы резьбы для специальных применений
Особенности нарезки
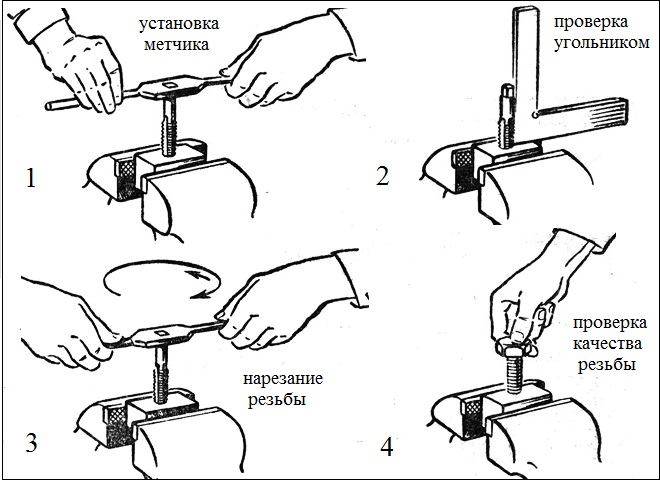
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные). Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные. Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные. Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные. На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий. У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий. Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия
Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Популярное: Сверло Форстнера – в чем преимущество перед иными инструментами?
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.





