

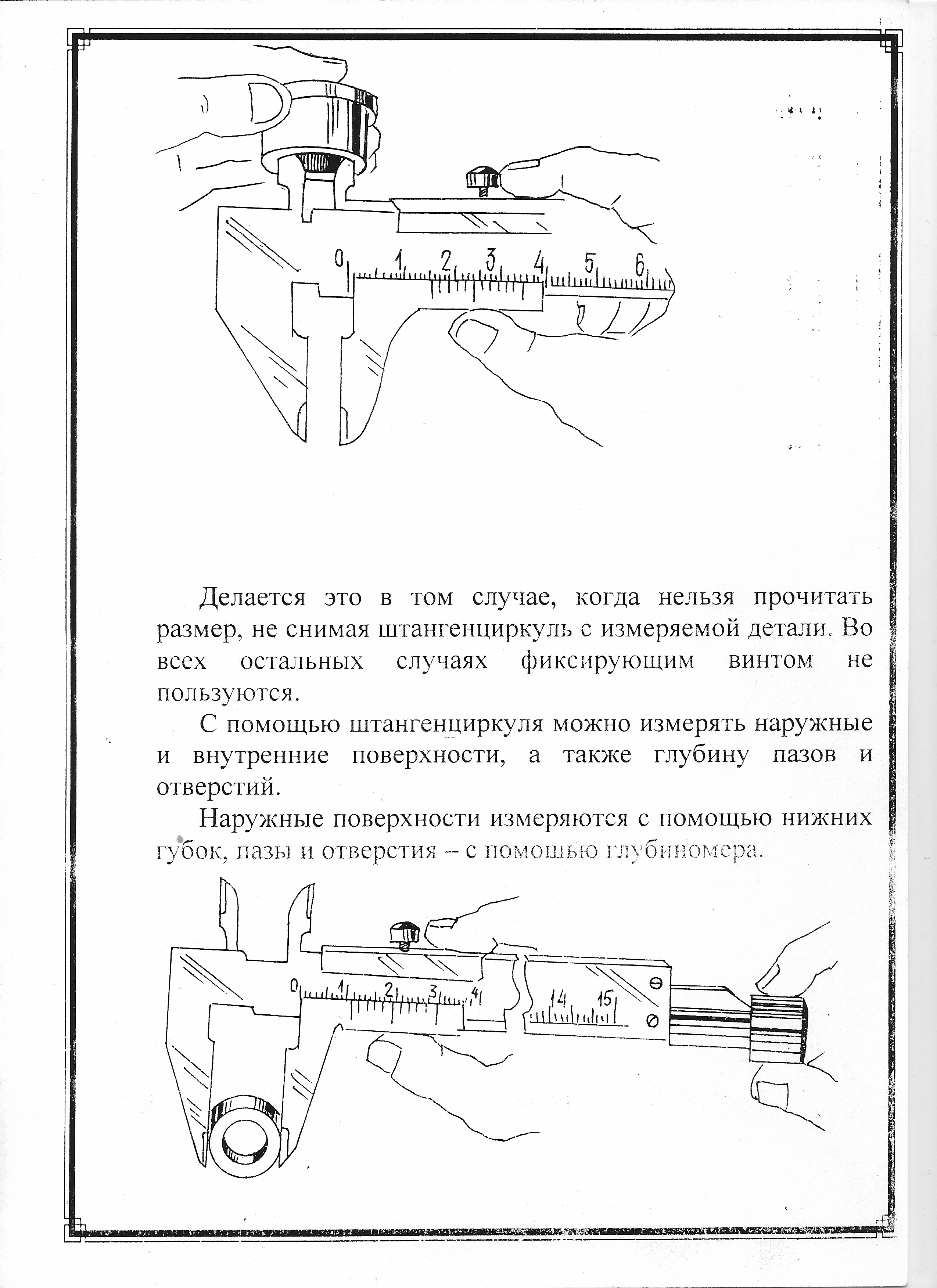
Устройство инструмента
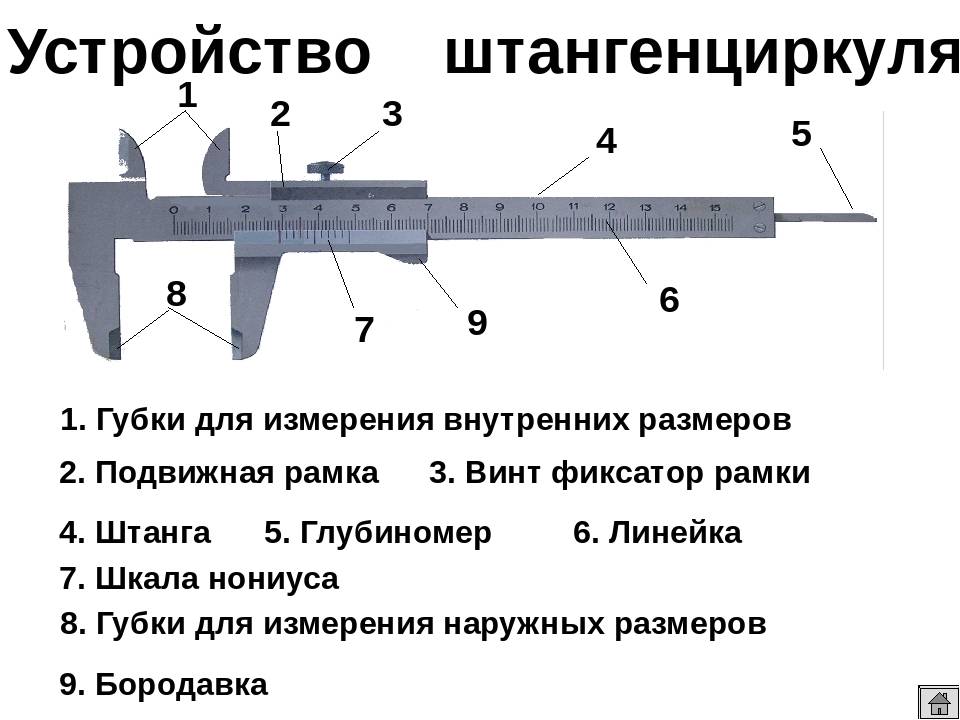
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
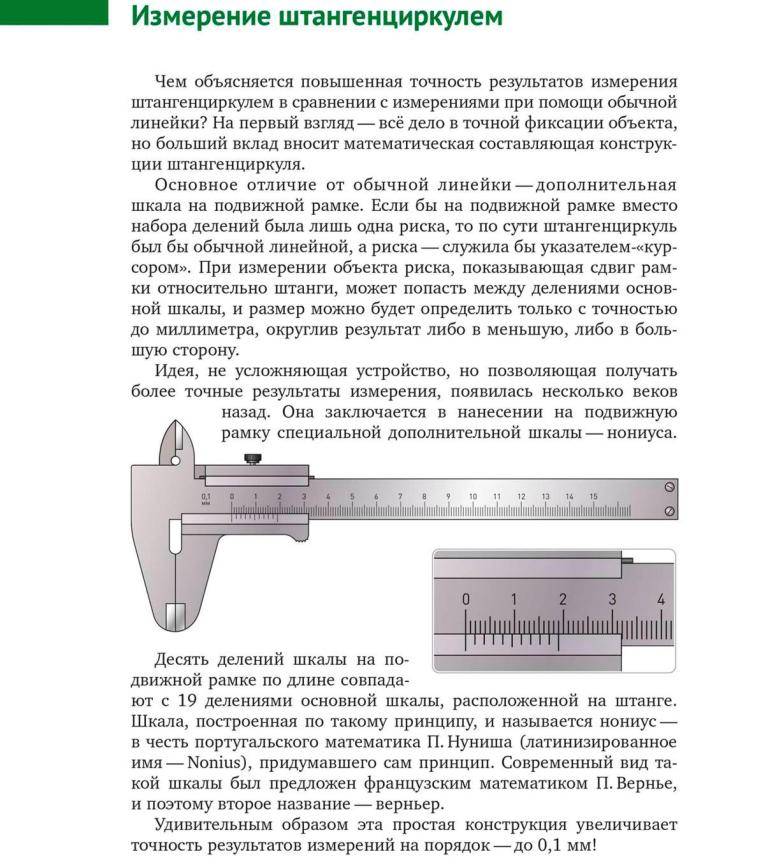
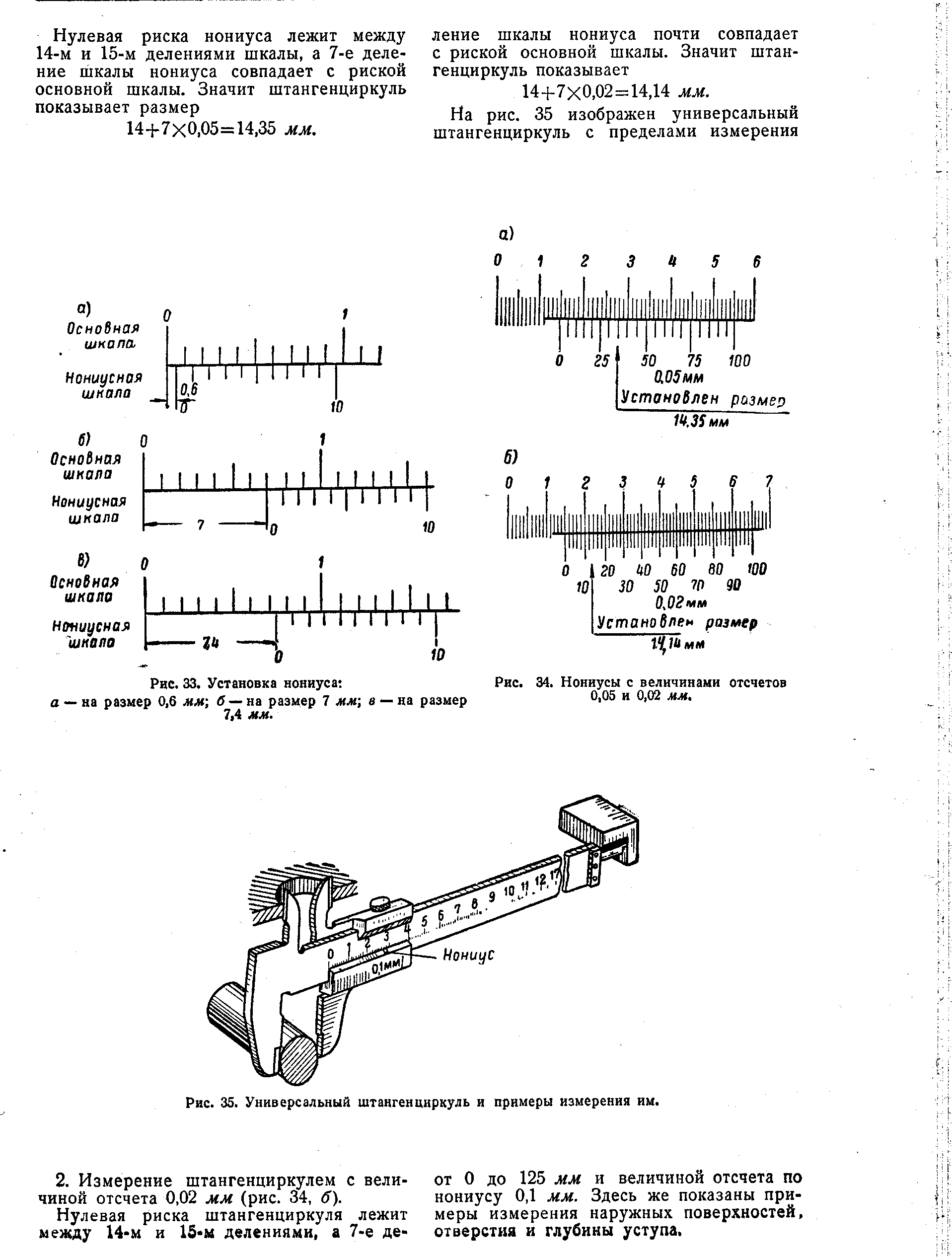
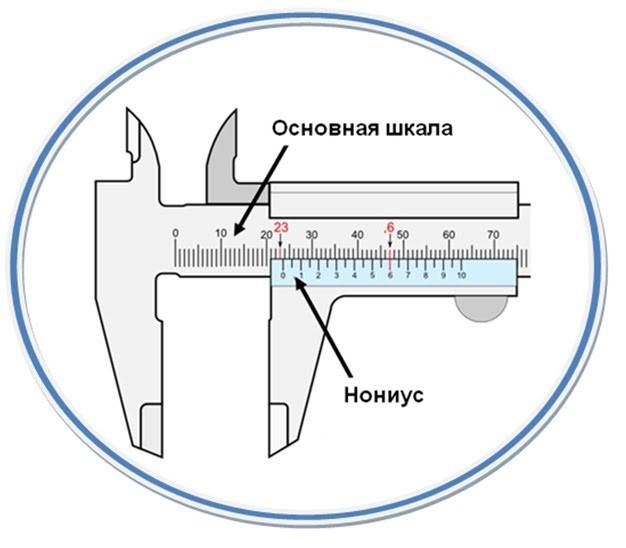
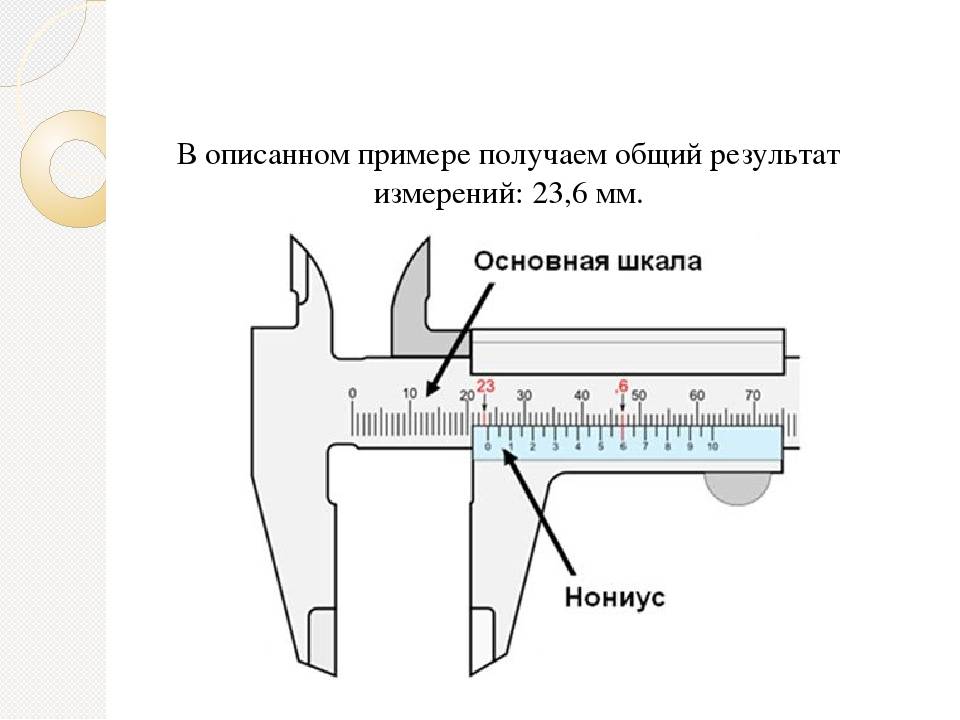
Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Нониус
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Из чего состоит штангенциркуль
Самый простой прибор, а для понимания принципа работы подойдёт как раз такой, состоит из следующих элементов.
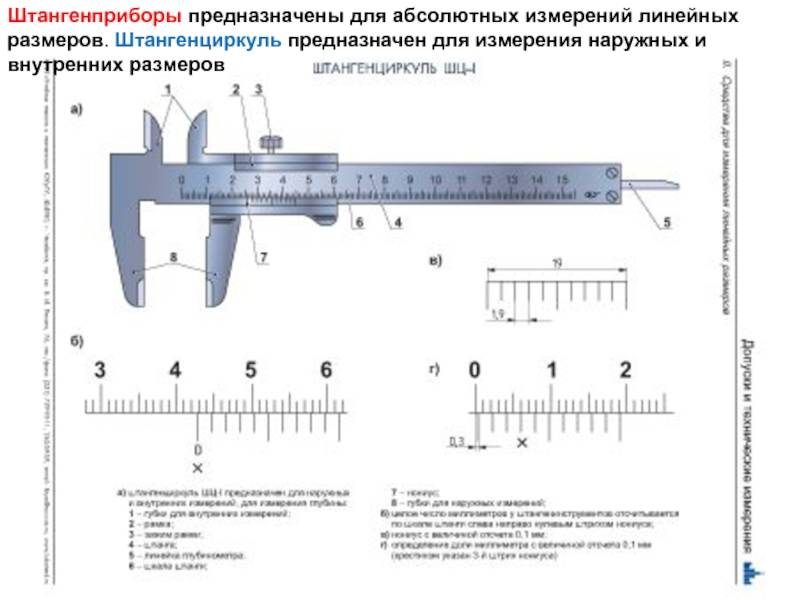
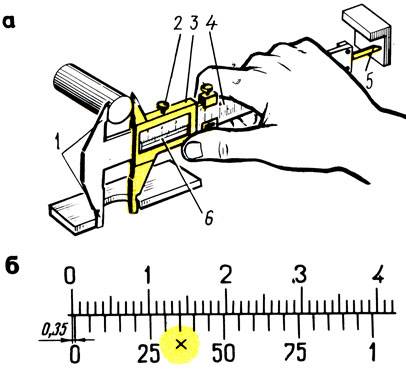
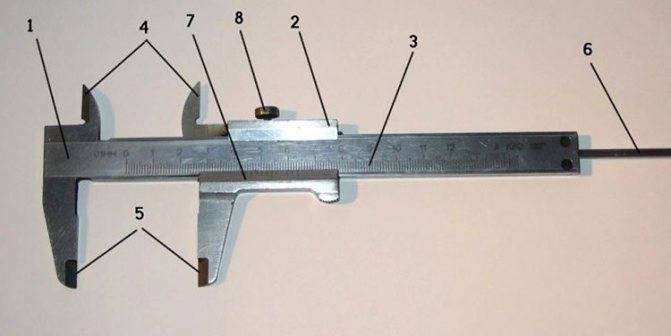 Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Для того чтобы правильно определить, как, а главное, каким пользоваться штангенциркулем, необходимо изучить его модификации. Отправная точка для выбора прибора – точность измерений, габариты детали, а также число измерительных поверхностей. Штангенциркули могут иметь модификации в зависимости от:
- Диапазона измерений. Длина шкалы на штанге может составлять от 125 до 4000 мм.
- Точности прибора. Допустимая погрешность − от 0,05 мм.
- Функциональности. В частности, есть ли глубинометр или нет.
- Сложности и габаритов измеряемой детали.
- Конструкции отсчётного устройства.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
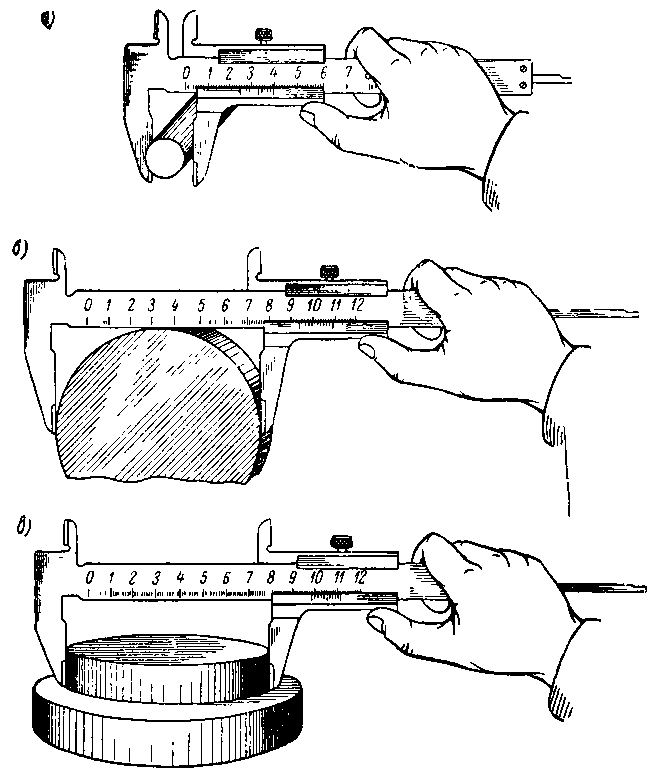
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
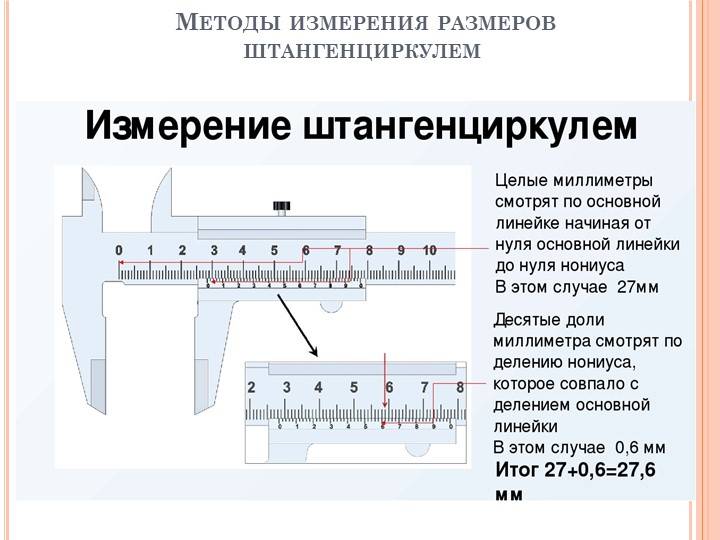
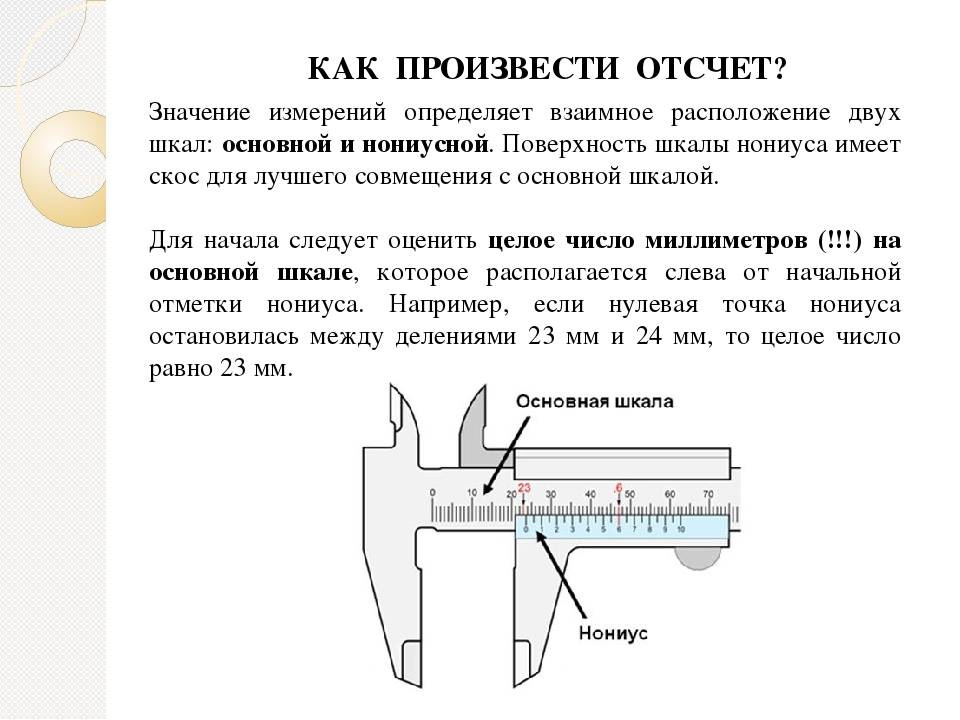
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
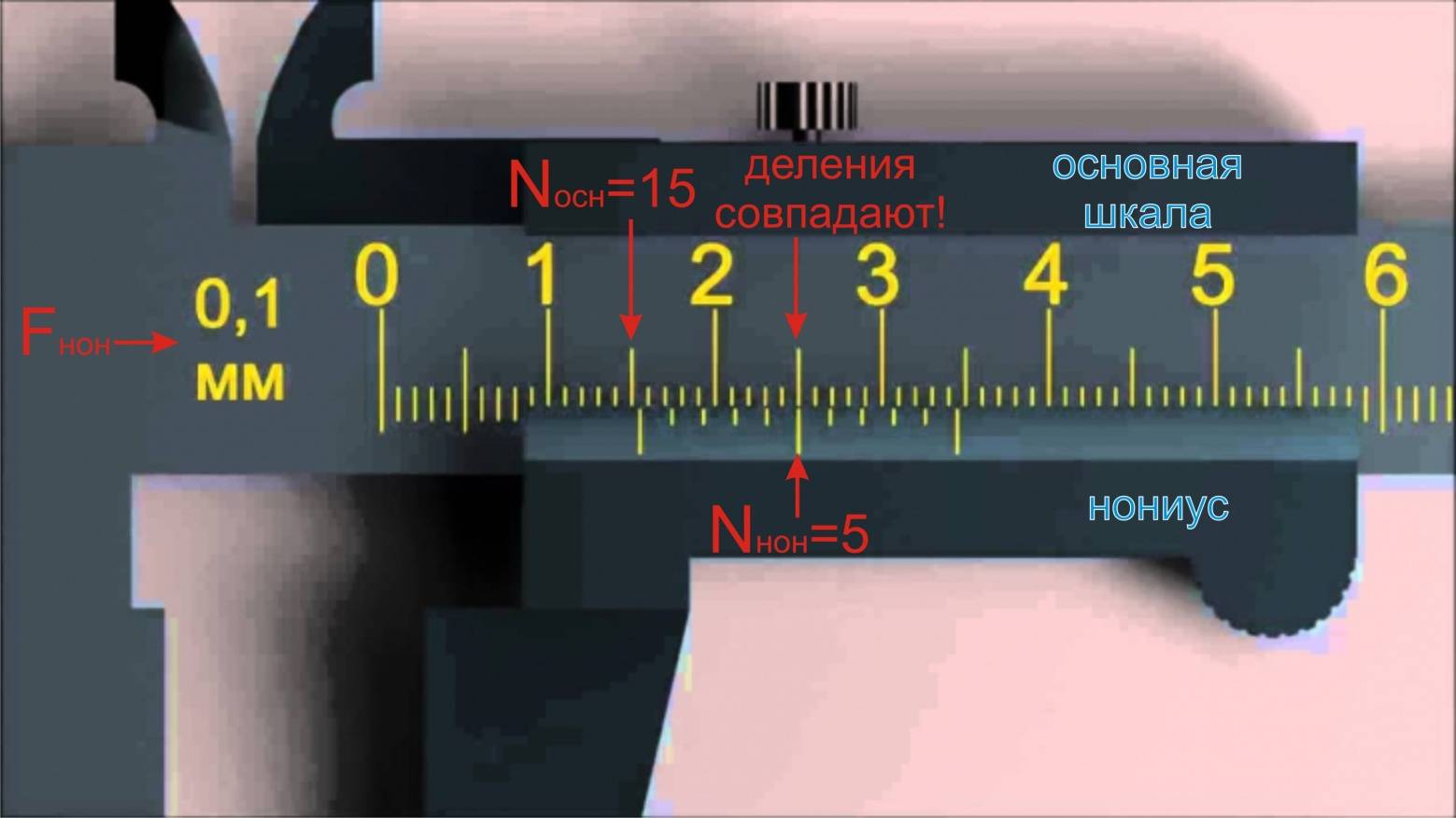
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Что это такое?
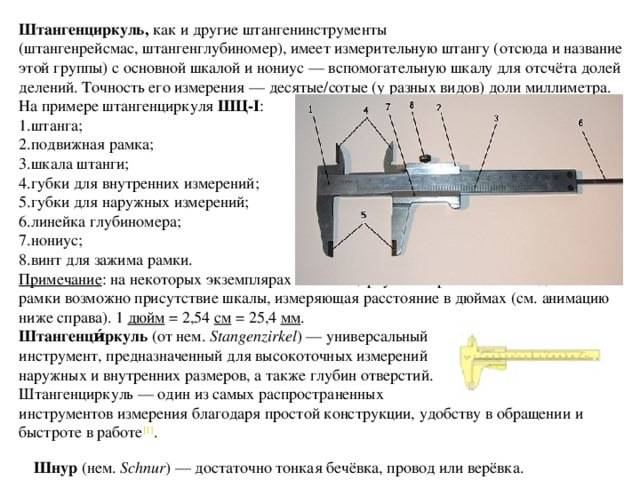
Название инструмента происходит от немецкого Stangenzirkel. Измерительный прибор считается универсальным, относится к группе штангенинструментов – то есть приборов для замеров, основанных на использовании измерительной штанги (массивной рейки с делениями). К этой группе также относят штангенрейсмусы, штангенглубиномеры и прочие.
Сам инструмент имеет три разновидности – ШЦ-1 (двусторонний штангенциркуль с глубиномером), ШЦ-2 (двусторонний) и ШЦ-3 (односторонний).
Как понятно из определений и рисунка, первая разновидность имеет возможность замеров внешних и внутренних размеров, а также глубины отверстий.

Вторая – только внешних и внутренних размеров.
Третья – только внешних размеров.
Есть также разновидность одностороннего штангенциркуля с твердосплавными губками, так называемый Т-1.
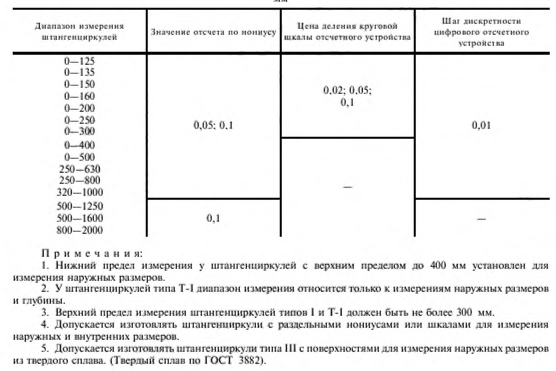
Качество изготовления и точность приборов нормируются ГОСТ 166-89. При этом, согласно стандарту, жестко нормируется точность прибора – шаг дискретности, цена деления шкалы или нониуса.
Настройка микрометрического нутромера — пошаговое описание
Для получения точных значений, измеряемых нутромером, понадобится предварительно настроить или отрегулировать прибор. Настройка проводится в следующих случаях:
- когда прибор вводится в эксплуатацию;
- при его применении;
- после продолжительного хранения.
Предварительно нужно оценить состояние прибора. Отсутствие внешних дефектов — это еще не повод говорить об исправности инструмента
Особое внимание уделяется микрометрической шкале и наконечникам. Убедившись в исправности изделия, следует переходить к непосредственному процессу его настройки

Первоначально следует подготовить необходимые материалы — винтовая пара (микрометрическая головка), удлинители, установочная мера и ключ. Удлинители подбираются в зависимости от номинальной длины, указанной в маркировке. Проверяется первоначально установка прибора на ноль (другими словами выясняем, откалиброван он или нет). Для установки микрометрического нутромера на ноль выполняются следующие действия:




Убеждаемся в том, что температура окружающей среды составляет в среднем 20 градусов. Отклонения в большую или меньшую сторону на 5 градусов и более недопустимы, так как это повлияет на величину погрешности
Важно также учесть влажность, которая не должна быть выше 80%. Соединяем винтовую пару с наконечником
Далее берем установочную меру, и прикладываем к ней прибор. Вращаем барабан до момента, пока прибор не будет слегка фиксироваться в установочной мере. Плотность соприкосновения фиксируется на ощупь
Измерительные стержни должны касаться рабочей поверхности с небольшим трением. Фиксируется зажимной винт, и проверяем соотношение основной шкалы с нониусной. Прибор считается выставленным на ноль, когда видна следующая картина, как показано на фото ниже (риска с нулевым значением совпадает с отметкой основной шкалы). Если значение 0 не совпадают с основной риской, тогда прибор нуждается в регулировке. Для этого извлекаем его из установочной меры, и ослабляем верхнюю гайку, которая показана на фото ниже стрелкой. Вместо гайки может быть винт под шестигранник, что зависит от производителя инструмента. Барабан с нониусной шкалой вращается до момента совпадения с продольным штрихом стебля. После того, как нулевое значения нониусной шкалы будет совпадать с продольной риской, нужно затянуть винт, который был предварительно ослаблен. Повторно выполняются действия, описанные в пункте 3 и 4 с установочной мерой.
Приступать к измерению микрометрическим нутромером можно исключительно после того, как прибор будет отрегулирован, то есть, выставлен на ноль. Эта процедура еще называется калиброванием, которая выполняется обязательно перед каждым измерением.
Это интересно! Правильно настроен инструмент тогда, когда нулевой штрих продольной шкалы слегка виден, и совпадает с нулевой отметкой барабана. На фото показано правильно отрегулированный штихмас.

После настройки можно переходить к измерительным манипуляциям. Как правильно измерять диаметры внутренних отверстий заготовок при помощи микрометрического нутромера, рассмотрим подробно.
Как пользоваться штангенциркулем – инструкция
Инструмент действительно очень простой. Однако многие не знают всех правил его применения. Давайте разберемся, как научиться работать со штангенциркулем. На самом деле освоить этот измерительный инструмент можно очень быстро. Итак, давайте рассмотрим, как пользоваться штангенциркулем. В первую очередь нужно проверить его техническое состояние, удостовериться в совпадении торцов линейки для измерения глубины и штанги. Также недопустимо использовать штангенциркуль, если у него перекосились губки. Шкала должна быть хорошо читаемой – иначе вы просто не увидите результат замера. Также следует помнить, что этот инструмент не терпит грубого обращения. Пользоваться им нужно достаточно аккуратно.
Если никаких проблем не выявлено, можно приступать непосредственно к замерам. Для этого в одну руку берем штангенциркуль, в другую – деталь. Впрочем, последнюю для удобства можно зажать в тиски. Этот момент не является принципиальным. Если нам нужно сделать наружные замеры, поступаем следующим образом. Раздвигаем соответствующие губки инструмента с некоторым запасом – это определяется на глаз. Далее вставляем деталь. Теперь нам нужно плотно сомкнуть губки и при необходимости зафиксировать их стопорным винтом. Рамку рекомендуется перемещать плавно. Удобнее всего делать это большим пальцем руки, в которой вы держите инструмент.
В итоге губки должны плотно сомкнуться с поверхностью измеряемой детали, причем именно в том месте, где нам необходимо узнать размер. Никаких зазоров здесь не допускается. Ведь из-за этого результат будет некорректным. Также следует обязательно удостовериться в отсутствии перекосов. Деталь должна быть зафиксирована ровно. После этого можно приступать к считыванию результата.
Для того чтобы измерить внутренние размеры, используются уже другие губки – более короткие. Отличить их, кстати, можно не только по этому признаку
Обратите внимание также и на выемки. Они должны быть направлены в противоположные стороны
Сам процесс замера при этом примерно такой же, как описано чуть выше. Только губки нужно вставлять уже внутрь измеряемой детали, предварительно сомкнув их. Здесь тоже рекомендуется сделать небольшой запас. Далее аккуратно раздвигаем губки, пока их наружные края не дойдут до крайних точек измеряемой детали. Затем фиксируем положение с помощью все того же стопорного винта. Вот и все – замер сделан. Теперь осталось лишь считать результат.
Еще проще измеряется глубина отверстия. В данном случае необходимо просто опустить в полость соответствующую линейку. Далее начинаем раздвигать губки для наружных измерений. Делать это нужно до тех пор, пока не почувствуете, что глубиномер уперся в поверхность. Фиксируем данное положение винтом и приступаем к считыванию результатов. Давайте рассмотрим, как правильно это делать.
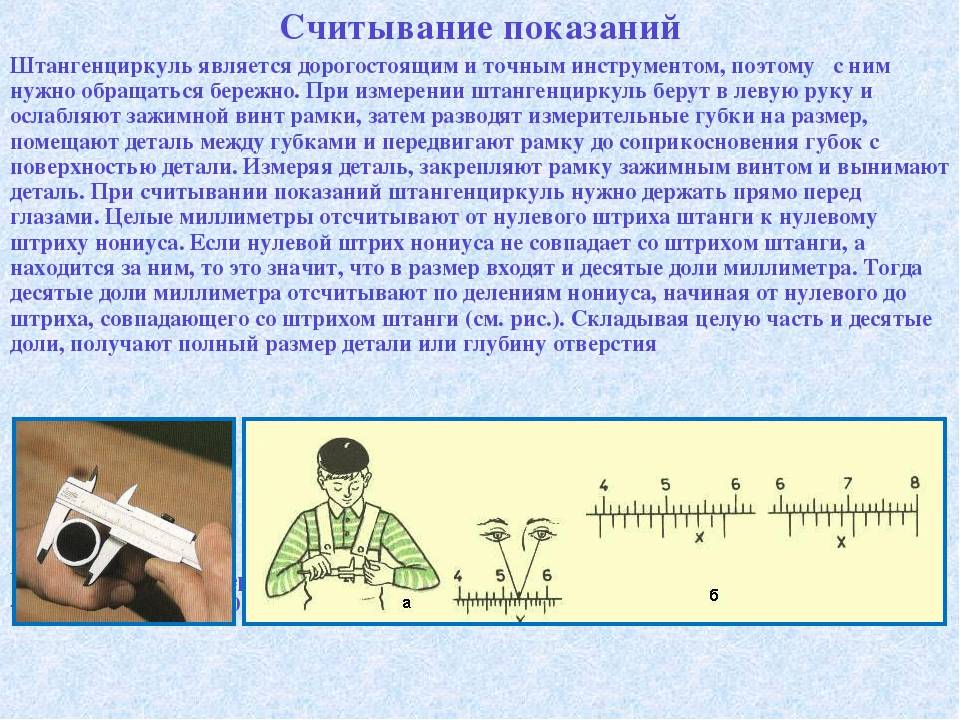
 Самое главное – держать инструмент прямо перед своими глазами. Если вы будете считывать результат, глядя на шкалу сбоку, то результат, скорее всего, будет некорректным. Следует отметить, что нет никакой разницы, какие измерения вы перед этим проводили. В любом случае считывание результатов проводится по одному и тому же алгоритму. В частности, чтобы узнать размер детали или глубину отверстия, нужно посмотреть на обе шкалы – основную и дополнительную. Здесь имеет значение то, как они расположены. Кстати, на поверхности шкалы нониуса есть специальный скос. Он нужен для более удобного сопоставления с основной.
Самое главное – держать инструмент прямо перед своими глазами. Если вы будете считывать результат, глядя на шкалу сбоку, то результат, скорее всего, будет некорректным. Следует отметить, что нет никакой разницы, какие измерения вы перед этим проводили. В любом случае считывание результатов проводится по одному и тому же алгоритму. В частности, чтобы узнать размер детали или глубину отверстия, нужно посмотреть на обе шкалы – основную и дополнительную. Здесь имеет значение то, как они расположены. Кстати, на поверхности шкалы нониуса есть специальный скос. Он нужен для более удобного сопоставления с основной.
В первую очередь мы смотрим на показания на шкале штанги – она проградуирована в миллиметрах. Следует особо подчеркнуть, что здесь необходимо округлять цифру. Например, нулевая точка нониуса остановилась между 25 и 26. Значит, за целое мы принимаем первое число. После этого можно приступать к определению десятых долей миллиметра. Здесь нужно найти на дополнительной шкале штрих, четко совпадающий с какой-то из отметок на основной
В данном случае точность становится особо важной. Ну а значение совпадающего штриха на дополнительной шкале – это как раз и будет размер в десятых долях миллиметра
Следует отметить, что иногда может быть несколько совпадений. В таком случае следует выбрать цифру, находящуюся ближе к нулевой точке нониуса. Например, если штрихи совпали на отметках 2 и 3, выбираем первую из этих цифр. Далее нам останется только лишь сделать простую математическую операцию – сложить полученные значения. Если взять указанные выше цифры, то итоговым результатом будет 25,2 миллиметра.
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
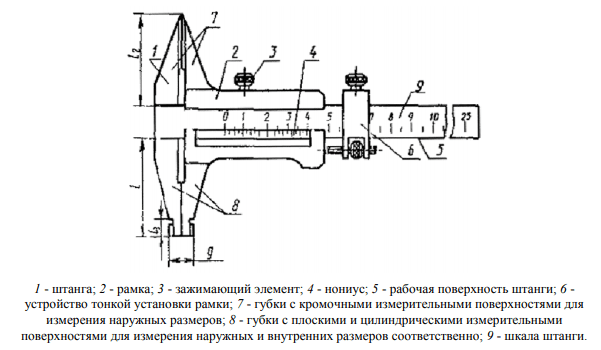
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.


Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.

Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров. Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность
- С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале
- Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений. Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Это интересно!Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения. Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части. Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
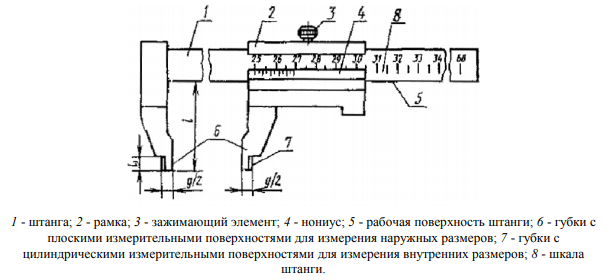
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу. С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
- ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками
Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок. Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа. Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше
Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
Как пользоваться штангенциркулем – общие правила
Прежде всего, необходимо помнить, что этот прибор относится к классу высокоточных. Следовательно, все подвижные части должны быть чистыми и смазанными.
Измерительные плоскости влияют на точность измерения, поэтому недопустимо жесткое механическое воздействие. Коррозия или прилипшая грязь (краска) увеличивают погрешность в десятки раз.
Инструкция как пользоваться штангенциркулем
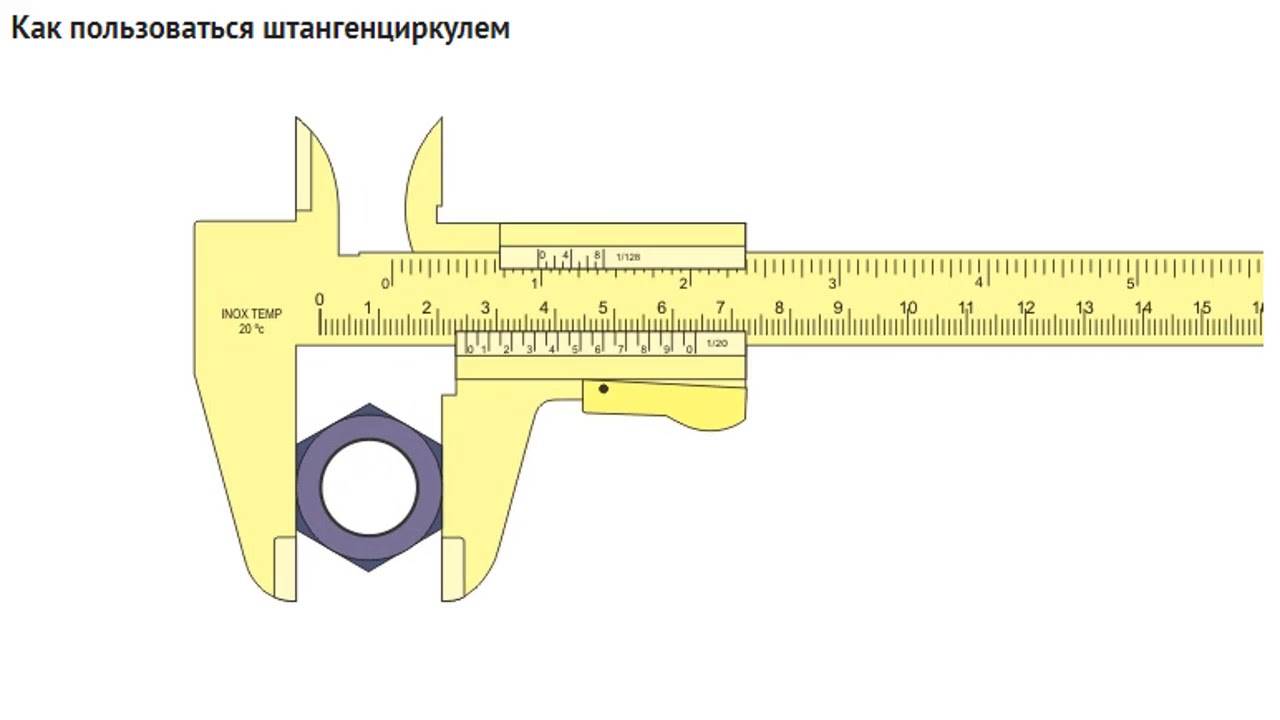
Как измерять различные заготовки, пошагово указано на иллюстрации.
- Наружные измерения, особенно хорошо используются свойства прибора при работе с круглыми заготовками;
- Внутренние измерения. Такой точности, как у штангенциркуля – не добиться никаким механическим приспособлением;
- Измерения глубины. Просто выдвигаете глубиномер, и снимаете показания со шкалы или прибора;
- Измерение уступов. Подобный вид работ вообще недоступен остальным измерительным приборам, тем более с такой точностью.
Мы разобрали основные и универсальные виды штангенциркулей. Кроме того, существует целый ряд узкопрофильных приборов. Большинство этих операций выполняются и универсальным прибором, однако специализированное устройство всегда более точное.
Универсальный штангенциркуль с уровнем погрешности 0,1 мм. Оснащен глубиномером. Колумбик или колумбус – обычно так называют его мастера в народе, получил свое прозвище от фирмы изготовителя «Columbus».
Наличие устройства тонкой настройки при снятии точных размеров важное дополнение к этому измерительному прибору
Более высокий класс точности прибора. Поэтому в конструктив добавлен подстроечный винт.
Глубиномер. Имеет широкие опорные губы и выдвижную линейку. Более длинная шкала, а также иной вид внутренних губок.
Штангенрейсмас. Разметочный прибор, использующий «побочные эффекты» штангенциркуля.
А для домашнего использования – применяйте универсал!
Для закрепления материала, посмотрите видео, как пользоваться штангенциркулем, подробная инструкция.
Не только в столярном или слесарном деле возникает необходимость воспользоваться измерительными инструментами. Часто в хозяйстве при ремонте автомобиля и прочих видов техники возникает потребность воспользоваться штангенциркулем. Ничего трудного на первый взгляд этот прибор не имеет, но научиться, как измерять штангенциркулем должен каждый, кто хочет получить точный результат измерений.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
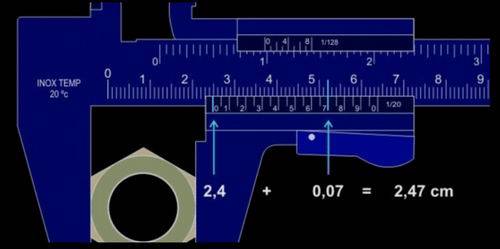
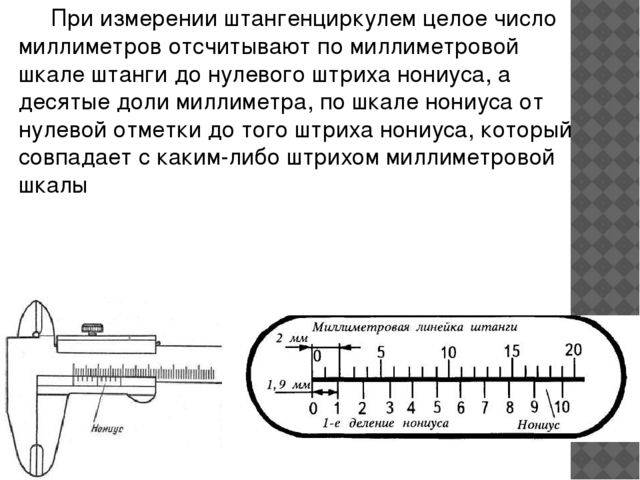
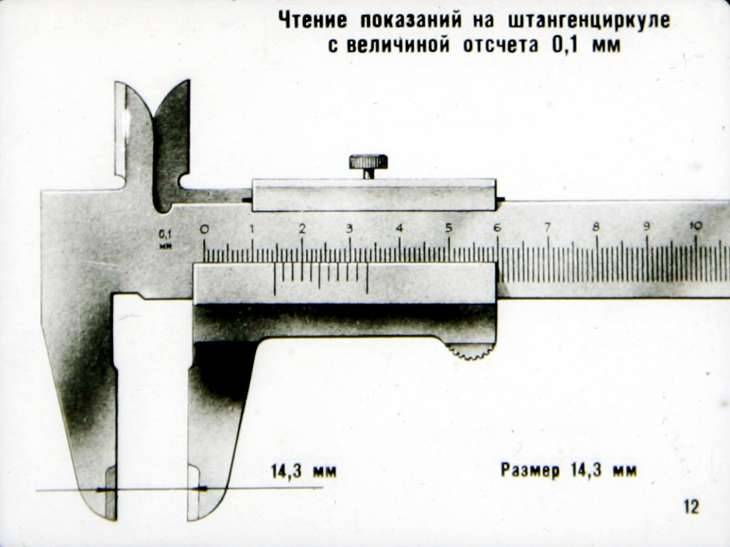
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
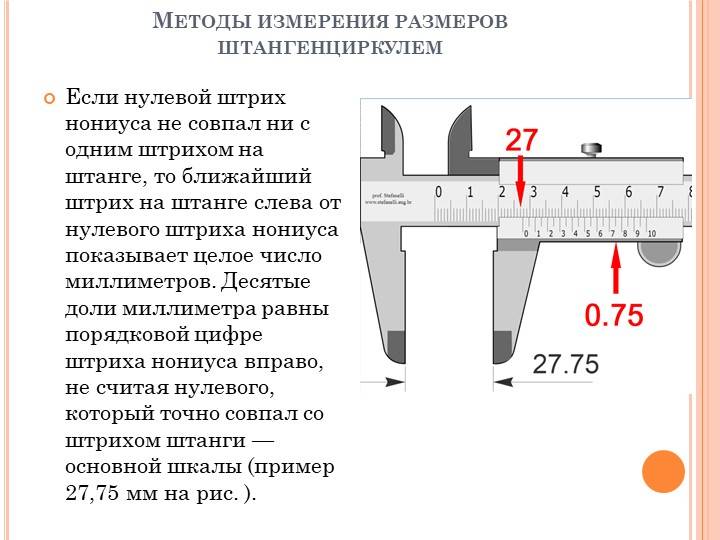
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.




На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
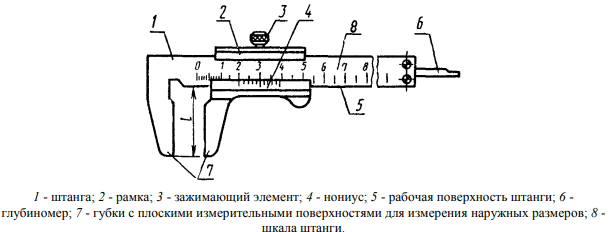
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.





