

Компрессионные фитинги
При собственноручном монтаже системы водоснабжения предпочтительно использование компрессионных изделий, поскольку их монтаж не требует применения специального инструмента. Соединение в данном случае осуществляется за счет обжатия стенок, зафиксированных на штуцере фитинга, накидной гайкой.
Конструкций компрессионного соединителя состоит из следующих составляющих:
- корпуса;
- штуцера — опорной втулки. на которую насаживается РЕХ труба;
- обжимного кольца, выступающего в качестве уплотнительного элемента;
- накидной гайки.
Схема конструкции компрессионного фитинга
Корпус, штуцер и гайка изготавливаются из латуни — устойчивого к коррозии металла. уплотнительное кольцо — из EPDM (синтетического каучука). Качественные компрессионные изделия выдерживают давление циркулирующей по трубопроводе жидкости в 25 Бар.
Соединение компрессионным фитингом является обслуживанием — в случае необходимости вы сможете устранить возникшие протечки подтягиванием накидной гайки, однако учитывайте, что соединенный компрессией трубопровод нельзя замоноличивать внутрь бетонных стен и перекрытий, поскольку даже при идеально выполненном монтаже фитинга потребность в его обслуживании возникнет спустя 4-5 лет эксплуатации системы.
Технология монтажа компрессионного фитинга:
- Выполняется нарезка трубы, с кромки фаскоснимателем удаляются заусеницы и калибратором устраняется возникшая при резке овальность.
- Надевается обжимное кольцо и накидная гайка, кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер (до упора), гайка накручивается вручную, после чего дотягивается с помощью рожкового либо разводного ключа.
Установка компрессионного фитинга
Пресс-фитинги
Прессовый фитинг состоит их корпуса, штуцера и обжимной гильзы. Для его монтажа вам потребуется использовать пресс-клещи, приобрести которые можно за 3-5 тыс. рублей, с насадкой, подобранной в соответствии с профилем гильзы. Не существует универсальных фитингов, которые можно обжимать любыми клещами — у каждого производителя свой стандарт.
Соединение труб из сшитого полиэтилена пресс-фитингами не является обслуживаемым, при появлении протечек вам потребуется полностью заменить проблемный участок, однако опрессованный стык имеет максимальную надежность и долговечность — при соблюдении режима температуры и давления, указанного производителем РЕХ труб, он прослужит не менее 30 лет .
Монтаж прессовых фитингов выполняется по следующему алгоритму:
- Обрезка трубы, очистка кромок от заусеницы и устранение овальности калибратором.
- Насаживание трубы на штуцер фитинга.
- Опрессовка обжимной гильзы клещами — ручки инструмента сводятся до упора.
О качестве выполненного соединения свидетельствует появление на гильзе двух ярко выраженных колец.
Сварные фитинги
Наиболее надежным и долговечным способом соединения изделий из сшитого полиэтилена является метод высокотемпературной спайки, для выполнения которого применяются фитинги из того же материала, что и основная часть трубопровода.
Суть метода заключается в расплавлении стенок соединяющихся конструкций и их последующей стыковки, в результате чего происходит диффузия материалов, обеспечивающая после отвердевания монолитное соединение, устойчивое к высокому давлению и образованию протечек.
Сварные фитинги для полиэтиленовых труб могут быть литыми либо сегментными. Отличия между ними заключаются в том, что литые конструкции не имеют соединительных швов, тогда как сегментные фитинги изготавливаются посредством заводской спайки отдельных отрезков труб, ввиду чего они имеют меньшую прочность и, при этом, более низкую цену.
Для спайки РЕХ труб необходим специальный паяльник, оборудованный насадками размером соответствующим диаметру труб, с которыми вы работаете. Стоимость такого паяльника варьируется в пределах 2-10 тыс. рублей, в комплекте идут насадки под трубы диаметром 16, 20, 25 и 32 мм, при необходимости насадки большего размера можно докупить отдельно.
Соединение полиэтиленовых труб методом спайки
Технология спайки полиэтиленовых трубопроводов:
- Труба обрезается, калибруется и очищается от заусениц.
- На паяльник устанавливаются насадки требуемого диаметра.
- Инструмент разогревается до температуры 220 градусов.
- Труба и фитинг одеваются на насадки и выдерживается время нагрева, которое зависит от диаметра и толщины стенок труб: для 16 и 20 мм — 5 сек, 25 мм — 7 сек, 32 мм — 8 сек, 40 мм — 12 сек.
- Изделия снимаются с насадок и стыкуются между собой. Время охлаждения соединения — 2 минуты.
ПЭ трубы больших диаметров (свыше 60 мм) свариваются встык, без применения фасонных конструкций.
Классификация фитингов
Прежде чем переходить к классификации фитингов, необходимо разобраться в их предназначении, ведь спектр их достаточно широк. Итак, фитинги применяют для:
- Соединения труб одинакового диаметра;
- Стыковки труб с различными диаметрами;
- Соединения труб с различными арматурами;
- Создания поворотов труб в системе;
- Создания различных разветвлений, необходимых для нормальной работы всей системы;
- Установки заглушки в тупик системы.
Как видите, фитинги – важная часть всей водопроводной системы, поэтому, чтобы не превратиться в уязвимое место, они должны изготавливаться из надёжных водонепроницаемых материалов, которые также будут выдерживать различные погодные и химические воздействия.
Переходя к классификации, стоит сказать, что их существует огромное множество, однако профессионалы часто делят их по следующему принципу:
- По типу соединения: компрессионные (разборные), сварные и электросварные;
- Разборные или неразборные;
- Гибкие (подвижное соединение) или жёсткие (монолитное соединение).
Также необходима вторая классификация, которая делит фитинги на прямые и редукционные. Прямыми фитингами стыкуются пластиковые трубы с равными диаметрами, а редукционными фитингами соединяют трубы с различными диаметрами.
Виды соединений
Таким образом, чтобы соединить разнородные трубы, применяют:
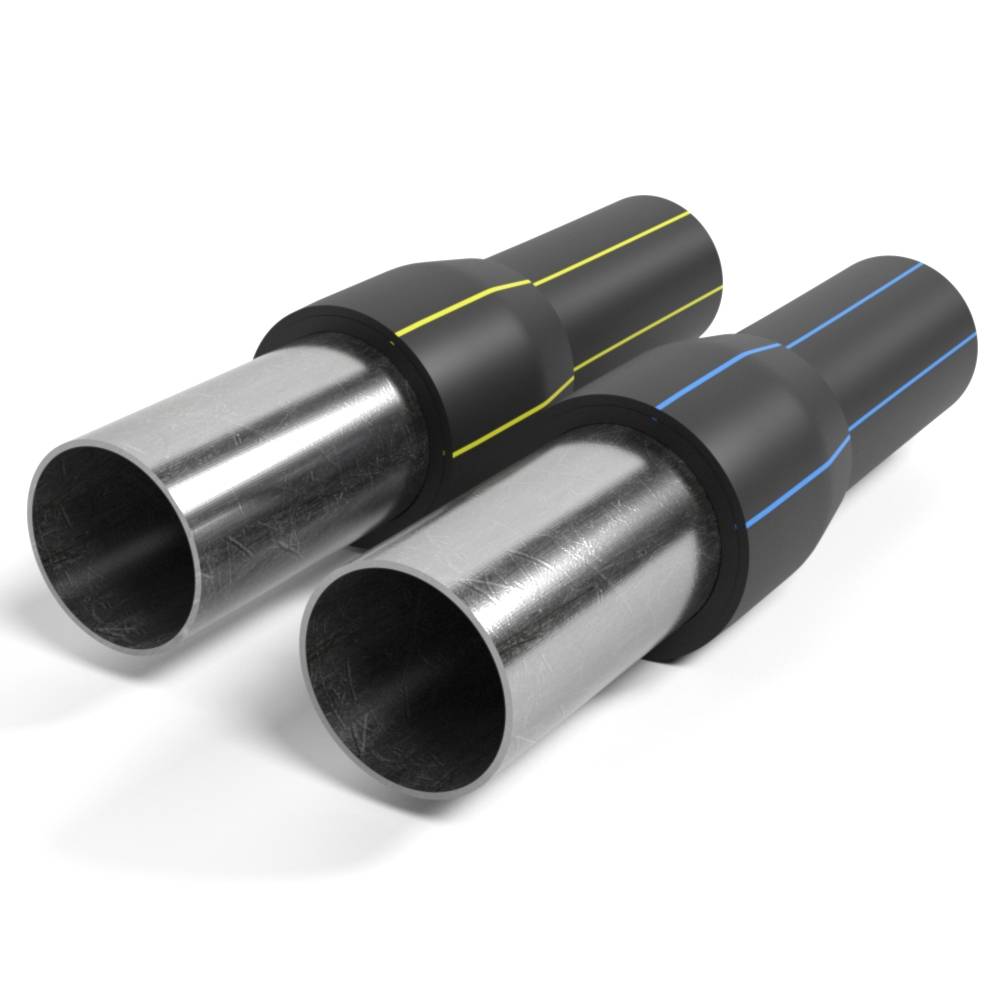
- НПСП — неразъемное соединение в газовых, канализационных и водопроводных магистралях, для которого используется переходник специального назначения. Соединение по сути представляет собой сварку полиэтиленового патрубка со стальным.
- Муфты компрессионные, оснащенные резьбовой нарезкой — обжимной фитинг. Применяется совместно с обжимными кольцами и прокладки, которую можно менять по мере износа.
- Фланцевый переход.
Что такое фланцы для соединения разнородных труб
Сочленение труб из разнородных материалов посредством фланцев оптимален при монтаже магистрали, в которой требуется соединить трубу из металла с ПНД или запорными устройствами. С этой целью применяется втулка вместе с прижимным фланцем, который в свою очередь закрепляется с помощью болтов. Бурт (второе название детали) не дает фланцу соскользнуть при повышении давления в трубе.

Втулки бывают двух видов:
- Сегментные, т.е элементов ПНД, соединенных сваркой встык.
- Литые конструкции, у которых сварные швы отсутствуют. Литая втулка ПНД обеспечивает фланцу необходимый упор и не дает узлу разъединиться. Предполагается также наличие второго фланца на трубе из металла.
Деталь легко монтируется, при этом не требует специального обслуживания. Разнообразие типоразмеров позволяет подобрать втулки любого размера под любой диаметр трубы.
Фланцы также делятся на два вида:
- Фиксирующие, когда фланец надевается на металлическую трубу, а на другой конец крепится трубное изделие из ПНД и вся конструкция закрепляется с помощью прижимного кольца и уплотнителя.
- Резьбовые — фланца имеет резьбу с одной стороны, на которую накручивается труба ПНД с уплотнителем.
Обратите внимание! При монтаже важно обращать внимание на гладкость стальных деталей: любые заусенцы или выступы могут повредить полиэтилен
НПСП
Конструкция чаще всего применяется при замене поэтапной участков металлической системы на полиэтиленовую, а также для монтирования запорной арматуры.
Для монтажа используют терморезисторную сварку, когда конец полиэтиленовой трубы специальным инструментом нагревается и расплавляется до состояния вязкой массы, а затем под давлением соединяется со стальной трубой. Такое соединение применяют для монтажа высоконапорных трубопроводов.

Нормативные документы регламентируют технические характеристики НПСП:
Предельные значения давления в системе:
- для газовых магистралей ПЭ 80 — 6.4 бар, ПЭ 100 -10 бар
- для водопроводных напорных систем ПЭ 80 — 12.5 бар ПЭ 100 — 16 бар
Длина патрубков регламентируется ГОСТОм ТУ4859-02603321549-98 — для газовых, и ТУ2248-001-86324344-2009 — для водопроводных систем, работающих под напором.
Компрессионное муфтовое соединение
Это разборное модульная конструкция, детали которой легко заменить.
Корпус выполнен из полипропилена, оснащен ограничителем для трубы и резьбой в виде трапеции. Фиксирующая втулка с уплотнительной прокладкой, которая обеспечивает герметичность, не дает трубе деформироваться и сжиматься. Обжимное кольцо надежно закрепляет трубу в неподвижном положении.










Используют в основном для водопроводных систем.
Муфты бывают разных форм:
- переходные,
- соединительные,
- угольник,
- заглушка,
- тройник,
- отвод.
Могут иметь как внутреннюю, так и внешнюю резьбу.
Диаметр детали варьируется от 16 до 110, а значение рабочего давления — от 10 до 16.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
Важно, чтобы:
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Выполнение монтажа методом сварки
Прокладка коммуникаций данным способом происходит в такой последовательности:
- После того, как при помощи особых ножниц отрезан кусок трубы необходимого размера, с его края снимают фаску под углом 45 градусов. Прочитайте, как отрезать трубу под 45 градусов, чтобы все получилось идеально.
- Подготовленный отрезок изделия устанавливают на насадку паяльника, то же самое делают с соединительным фитингом, который помещают на вторую насадку.
- Затем детали нагревают до заданной температуры, обычно она составляет около 270 градусов, после чего их быстро снимают с насадок и соединяют.
- Потом место стыковки должно остывать в течение нескольких минут. В принудительном порядке данную процедуру делать не следует, поскольку это самым негативным образом отразиться на качестве шва.
- Согласно проектной документации нужно проложить коммуникации, соединяя при этом в определенной последовательности все ПЭ трубы с фитингами и отопительными радиаторами. Спайку завершают на выходном элементе у нагревательного котла.
- После того, как система заполнена водой, включают отопительный агрегат. Все места соединения тщательно проверяют на наличие протечек. Если все исправно, на котле выставляют величину давления и выпускают воздух из радиаторов.
Преимущества и недостатки труб из полиэтилена низкого давления
Положительных качеств эти изделия имеют много, самые весомые – это:
- невысокая стоимость, если сравнивать с металлопластиком или сталью;
- гладкость поверхность внутренних стенок, это препятствует засорению и образования солевых слоев (как в металлических);
- полная химическая инертность – не вступает в реакцию с кислотными веществами и щелочами;
- длительный срок эксплуатации – в среднем 50 лет;
- хорошо переносят замораживание – не лопаются, как, например, металлические;
- пластичность – материал отлично переносит подвижки грунта;
- высокий показатель устойчивости к температурным перепадам;
- технологичность – это легкость и быстрота монтажа;
- экологичность – не испаряет вредных веществ;
- небольшой вес, что облегчает установку, транспортировку и хранение.
Есть ряд недостатков, о которых стоит знать:
- Чувствительность к излучению ультрафиолета. Нельзя оставлять водопроводы на участках с открытым солнцем в «голом» виде. Он разрушится в течение первых нескольких лет эксплуатации. По этой причине этот материал используется в создании подземных водопроводов или внутри помещения.
- Полиэтилен не может использоваться для транспортировки горячих субстанций.
Пошаговая техника соединения труб своими руками
Технология проведения работ по переходу ПНД на металл включает следующие этапы:
- выбор способа соединения;
- определение размеров сечений и длины материала;
- приобретение труб, фитингов;
- подготовка инструмента;
- монтаж соединения;
- проверочные испытания.
- необходимые инструменты и материалы
В минимальный набор инструментов входят:
- гаечные, разводные ключи;
- клещи;
- труборез;
- резьборез;
- сварочный аппарат в случае необходимости.
Материалы приобретаются в зависимости от объема работ, трубы – с учетом 10% потерь в отходы.
Ход работ
- Разъемные соединения на резьбе начинают с подготовки стального торца: его обрезают, выравнивают, нарезают резьбу.
- Затем с помощью подмотки рукой накручивают фитинг-переходник.
- С другого конца фитинга обжимной гайкой устанавливают пластик.
- Ключом докручивают фитинг на резьбу.
Особенности монтажа
Полиэтиленовые фитинги применяют, в основном, для состыковки труб малых сечений.
Важно учесть, что имеются переходники, как с внутренним расположением резьбы, так и с наружным. Поэтому подбирают их в зависимости от предназначения и, естественно, в соответствии с размерами труб

Популярным фитингом для соединений рассматриваемого типа стала так называемая «американка» – муфта, со стальным торцом и нарезанной на нем резьбой с одной стороны, и пластиковым выходом – с другой.
Просто отпиленная полиэтиленовая труба с трудом входит в уплотнительное кольцо. Можно наружные части трубы обрезать ножом на конус. Изделие войдет без проблем до упора.
Труба пнд водопроводная – размеры и цены
Если вам нужна напорная труба пнд, то по толщине она значительно больше, чем безнапорные изделия. Например, в случае самотечной канализации применяют трубы с показателями SDR от 26 до 41, а для слабонапорного водопровода малоэтажного здания вполне подойдут трубы — SDR 21-26.
Если есть необходимость в обеспечении высокого давления для магистрального водопровода или чтобы устроить канализационный напорный коллектор, показатели SDR должны быть не более девяти.
Выбирая трубы ПНД для проложения канализации, размер и цена будет зависеть от того, что изделие с большим диаметром и большей толщиной стенки будет стоить выше. Это касается и других ПЭ труб.
Как соединить пластиковую трубу с металлической без резьбы
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов – примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов – компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo – наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.










ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Разделение фитингов по жесткости соединения
По степени жесткости фитинги различают:
Жесткие. Такие соединения полностью исключают возможность перемещения труб.

Жесткий фитинг
Гибкие, при которых допускается продольное перемещение труб на 3 – 5 мм и поворот труб на небольшой угол. При использовании гибкого фитинга все необходимые для места соединения свойства сохраняются в неизменном виде.
Гибкий фитинг
Гибкие соединения наиболее приемлемы для прокладки трубопроводов в грунте, но и более затратны. Поэтому они используются только в случаях крайней необходимости. Для монтажа простейших систем трубопроводов чаще применяются жесткие фитинги.
Крепежные элементы
Чтобы трубопровод работал надежно, его следует закрепить. Это можно сделать двумя способами:
- с помощью крепежных крюков – свободное крепление;
- с помощью специальных хомутов – жесткое крепление.
Правила установки крепежа:
- каждый стык должен быть зафиксирован;
- на прямых участках крепеж устанавливают через расстояние, равное 10 диаметрам трубы;
- жесткий крепеж осуществляют хомутами с резиновой прокладкой;
- свободный – либо на крюках (можно самодельных), либо в хомутах, но без резиновой прокладки.
Возможные ошибки при монтаже
Ошибки могут возникнуть при нарушении правил соединения:
- несоблюдение расстояния между крепежными элементами;
- неправильное время нагрева, излишнее усилие при сварном соединении;
- жесткий крепеж, без учета линейного расширения материалов.
С помощью компрессионных фитингов
- Обрезка труб.
Срезы, на которые будут надеваться крепежи, должны быть ровными, без заусениц.На поверхности трубы, которая будет скрыта под корпусом фитинга, не должно быть трещин или других дефектов.
- Установка на трубу зажимного кольца (широкая его часть должна «смотреть» в направлении хвоста трубопровода).
- Соединение.
Трубу вставляют в рукав фитинга так, чтобы зажимное кольцо продвинулось до упора. - Закручивание.
Зажимную гайку (в большинстве моделей фитингов она синего или белого цвета) закручивают сначала вручную, а потом подтягивают специальным ключом.
Сильно налегать на гаечный ключ нельзя — пластик может треснуть.
Преимуществами фитингового соединения являются:
- широкий спектр применения (подходит для любых безнапорных трубопроводов — сточных (канализационные колодцы — СНиП), дренажных и т.д.);
- распространенность и доступная цена.
Компрессионные фитинги продаются в любом строительно-сантехническом магазине.
Цена таких крепежей зависит от диаметра и рабочего давления, но, в целом, стоят они на порядок дешевле металлических муфт, с помощью которых устанавливается, например, угловой водяной полотенцесушитель из нержавеющей стали (написано здесь); - простота монтажа.
Для соединения фитингов с трубами, достаточно иметь под рукой ключ для пластиковых труб (такой инструмент стоит не дорого).
Менее распространенный вид холодного соединения — в раструб, с помощью специального клея.
Он подходит не для всех трубопроводов, но для отдельных их видов (про лучшие трубы для отопления в частном доме написано здесь), «заточенных» под клеевое соединение.
У таких труб есть особые раструбы, на которые наносится специальный клей.
При соединении, обеспечивается сополимеризация пластика труб с клеевым составом, благодаря чему, получается прочное, герметичное соединение.
Монтаж ПВХ труб в раструб включает такие шаги:
- Обработка соединяемых поверхностей шлифовальной шкуркой.
Поверхность трубы в месте ее соединения с раструбом другой части трубопровода ошкуривают.
То же самое проделывают с внутренней частью раструба. - Обезжиривание поверхностей метилхлоридом.
Данный состав, частично, растворяет пластик, что обеспечивает лучшую сополимеризацию его с клеем. - Нанесение клея на соединяемые поверхности.
Им покрывается вся уходящая в раструб часть трубы а также сам раструб изнутри на 2/3 своей глубины. Клей наносится кистью, равномерным слоем без комков и пробелов. - Соединение обоих частей трубопровода.
Сразу после покрытия поверхностей клеем трубу вставляют в раструб до упора и проворачивают на четверть оборота.
Эксплуатация трубопровода, возможна, через несколько часов после монтажа враструб, когда клей полностью засохнет.
Видео описание
В видео показано как собирать фитинг ПНД:
Подобный способ рекомендован для устройства каналов, которые не подвергаются высокому давлению. Соединения также могут быть реализованы двумя путями: Компрессионные фитинги достаточно прочно закрепить. Раструбный узел устраивается редко, так как выделяется относительно слабой герметичностью. Монтаж подразумевает вставку одного патрубка в другой и размещение между ними уплотняющей резиновой прокладки.

Фитинги
В зависимости от конструктивного исполнения фитинги могут быть использованы в качестве соединительных деталей на прямом участке, разветвлённых и поворотных. Также рассматриваются варианты переходников относительно диаметров труб и разнородных материалов. Отдельным видом являются заглушки.
Соединение ПНД трубы фитингами производится в 4 действия:
- выбор муфты в соответствии с диаметром и глубиной погружения в неё патрубка;
- обеспечение максимального скольжения посредством мыльного раствора;
- раскручивание гайки и вставка трубы до нужного предела.
Завершающим действием является фиксация изделий. Для этого нужно до упора затянуть прижимную гайку. От степени затягивания зависит уровень герметичности узлового соединения.

Технология соединения пластиковых труб с металлическими
Использование фитингов с резьбой
Для монтажа полипропиленовых труб с металлическими частями (трубы, смесители, счетчики, фильтры и т.п.) используются фитинги с резьбой необходимого диаметра на одной стороне и с муфтой для впаивания пластиковой трубы – с другой. Резьба на таких фитингах может быть как внутренняя, так и наружная.
Соединение стальных и полипропиленовых труб с помощью фитингов:
- Открутите муфту стальной трубы там, где предполагается соединить ее с трубой из пластика, либо отрежьте часть старой металлической трубы, а край смажьте солидолом или маслом и нарежьте новую резьбу резьборезом.
- Резьбу протрите, намотайте паклю (или фум-ленту), смажьте силиконом. Сделайте не более одного-двух витков таким образом, чтобы край ленты при зажиме был направлен по ходу резьбы.
- Накрутите прессфитинг без применения ключа во избежание растрескивания. При необходимости (при протекании воды после ее включения) докрутите фитинг.
Этапы монтажа фитинга
С помощью полипропиленовых фитингов разнообразной конфигурации очень удобно делать различного рода изгибы и повороты в монтируемой трубопроводной системе. Также возможно изменить конфигурацию фитинга, прогрев его с помощью строительного фена, но не более чем до 140 градусов. Следует помнить, что полипропилен возгорается при нагревании выше 350 градусов, и не стоит допускать его перегрева.









Полипропиленовые трубы имеют свойства расширяться и сужаться при разных температурах. Поэтому при их использовании для отопления или для подведения горячей воды, монтируя трубы в стене под слоем штукатурки, следует оставлять зазор в штробах не менее 1 см при помощи трубчатой изоляции, особенно вокруг обводов, тройников.
Использование фланцев
Достаточно часто применяемый разъемный вид соединения полиэтиленовых труб – соединение фланцевое. Для его осуществления применяются втулки под фланцы, привариваемые к торцам труб, либо накидные фланцы, выполненные из металла.
Монтаж пластиковых труб при помощи фланцев используется:
Фланцевый переход со стали на полиэтилен
Фланцы свободного типа, опирающиеся на бурты, наиболее применимы для пластиковых труб. Чтобы осуществить соединение стальных и полиэтиленовых труб,
выбираются свободные стальные фланцы таких размеров, которые соответствуют размерам металлических частей монтируемого трубопровода.
Совет от профессионала:
Обратите особое внимание на отсутствие на металлических фланцах острых элементов и заусенцев, которые могут повредить полиэтиленовую трубу. Некоторые особенности соединений фланцами:. Некоторые особенности соединений фланцами:
Некоторые особенности соединений фланцами:
- для средних и тяжелых полиэтиленовых труб диаметром до 150 мм и для легких труб диаметром до 300 мм наиболее подходящий вариант – использование свободных фланцев, опирающихся на прямой бурт;
- бурт прямой с конусным переходом используется, чтобы увеличить прочность соединения;
- свободного типа фланцы с опорой на конусные бурты используются для соединения труб диаметром более 200 мм;
- клиновое соединение, имеющее фигурный фланец и стальной выступ, можно использовать для труб любого диаметра.
Фланцы: свободный, с опорой на бурты и фигурный
Порядок проведения работы:
- Обрезать трубу по месту соединения. Следить, чтобы срез был ровным.
- Надеть на трубу металлический фланец свободного типа.
- Надеть резиновую прокладку. Не допускать ее напуска за срез трубы более чем на 10 мм.
- Надвинуть фланец на прокладку, соединить с ответным фланцем болтами.
Совет от профессионала:
Затягивайте болты равномерно, прилагая усилие не более того, что указано в спецификациях фланцев и комплектующих частей.
Схема фланцевого соединения
Как видно из инструкции, оба метода довольно просты в исполнении. Единственным условием их работоспособности является тщательное следование описанию – тогда ваш трубопровод будет качественным и надежным.
- Автономная канализация
- Бытовые насосы
- Водосточная система
- Выгребная яма
- Дренаж
- Канализационный колодец
- Канализационные трубы
- Оборудование
- Подключение к канализации
- Постройки
- Прочистка
- Сантехника
- Септик
- Выбор и установка подвесного биде своими руками
- Как выбрать электронное биде
- Выбор и установка компакт-биде
- Как выбрать производителя биде
- Как выбрать, установить и подключить напольное биде
- Как установить и отрегулировать арматуру сливного бачка унитаза
- Как подключить посудомоечную машину своими руками
- Как подключить стиральную машину своими руками
- Прочистка канализационных труб: бытовые рецепты и оборудование
- Система отопления из полиэтиленовых труб: как создать своими руками
Какие полиэтиленовые трубы лучше
Для производства водопроводных труб используется полиэтилен двух марок — РЕ 80 и РЕ 100. Сотый полиэтилен более плотный и прочный, чем восьмидесятый. Для систем водоснабжения частного дома прочности PE 80 более чем достаточно — они выдерживают давление до 8 атм. Если вы любите большой запас прочности, можно взять их из PE100. Они нормально работают и при 10 атм.
Выбирать надо в первую очередь производителя
На что стоит обратить внимание — на страну, в которой произведен данный продукт. Лидеры по качеству — европейские производители. Высокая точность исполнения гарантирует высокую надежность системы
Среднее качество и цены — у турецких кампаний, в более дешевом ценовом сегменте китайские производителя. Качество у них, как водится, тоже намного ниже. Советы тут давать сложно, каждый подбирает по собственному усмотрению (или то, что есть в регионе)
Высокая точность исполнения гарантирует высокую надежность системы. Среднее качество и цены — у турецких кампаний, в более дешевом ценовом сегменте китайские производителя. Качество у них, как водится, тоже намного ниже. Советы тут давать сложно, каждый подбирает по собственному усмотрению (или то, что есть в регионе).





