

Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.

Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.

Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.

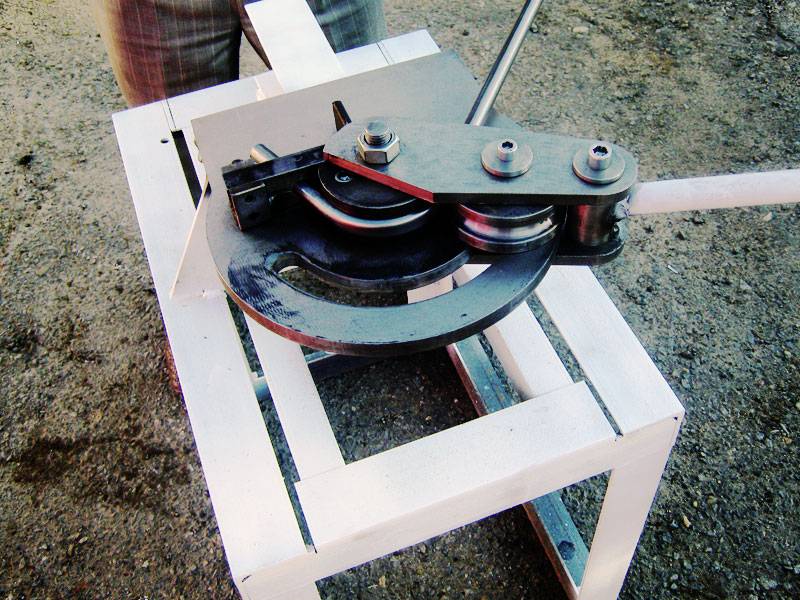
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Разница сгибания профильной и круглой трубы
 Вначале стоит понять, в чём заключается основная разница между трубогибами для круглых и профильных труб. Круглые трубы, как правило, предназначены для установки в водопроводную систему, либо в виде стоек под навесы или теплицы. Профильный или плоский материал используется исключительно для установки каркаса, причём это касается производственных и частных целей.
Вначале стоит понять, в чём заключается основная разница между трубогибами для круглых и профильных труб. Круглые трубы, как правило, предназначены для установки в водопроводную систему, либо в виде стоек под навесы или теплицы. Профильный или плоский материал используется исключительно для установки каркаса, причём это касается производственных и частных целей.
Профильные трубы часто используются при частном строительстве. Круглые трубы, в отличие от профильной модели, должны быть максимально устойчивы и герметичны, поэтому станки для их сгибания имеют особенности. Именно поэтому трубогибы для круглого материала, всегда имеют жёлоб оправки и упорного колеса определённого диаметра.
Конструкция профильных трубогибов немного проще современных аналогов. Жёлоб чаще всего прямоугольной формы или вообще установлен только «зуб» относительно окружности. Размеры сечения сохраняются благодаря поднятию стенки трубы внутрь. Это сказывается на качестве конечной работы, ведь профильные трубы в итоге загибаются под малый радиус. Трубогиб применяется для изготовления профильных труб, часто необходим для создания декоративных деталей «холодной ковки».
Самодельный роликовый трубогиб
 С помощью подобного инструмента можно провести точную гибку труб под углом 180 градусов с малым радиусом. Точный радиус определяется диаметром трубы по специальной таблице. Для регулировки радиуса рекомендуется заменить опорный ролик. Такую операцию нужно предусмотреть при создании самодельного трубогиба.
С помощью подобного инструмента можно провести точную гибку труб под углом 180 градусов с малым радиусом. Точный радиус определяется диаметром трубы по специальной таблице. Для регулировки радиуса рекомендуется заменить опорный ролик. Такую операцию нужно предусмотреть при создании самодельного трубогиба.
Важный параметр устройства заключается в длине свободного конца от точки крепления до зоны изгиба
Если изгибание трубы осуществляется в любой точке по длине, обращать внимание нужно только на диаметр трубы и радиус изгиба
Если вы намерены создать продуктивный прибор в домашних условиях, обратите внимание на базовые чертежи и фото заводских моделей. После тщательного изучения соответствующей информации можно приступать к разработке технологической схемы и дальнейшего изготовления
Чтобы не брать весь опорный ролик, можно обойтись его половиной — сегментом. В таком случае инструмент станет максимально лёгким и сохранит свои возможности.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
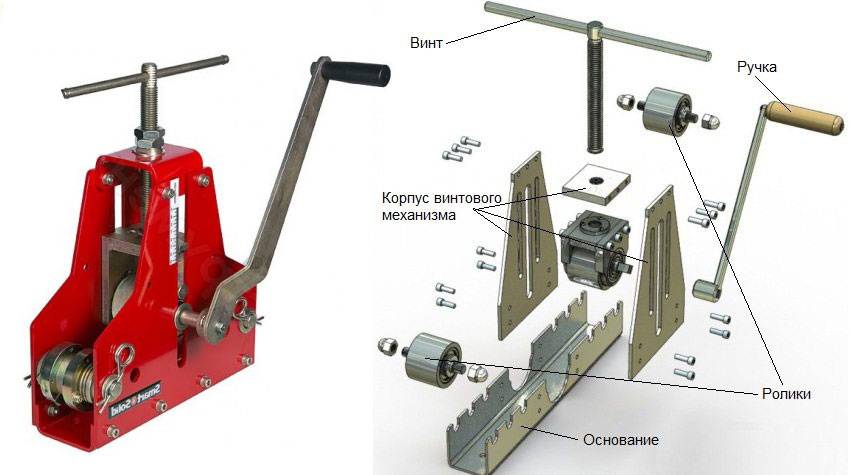
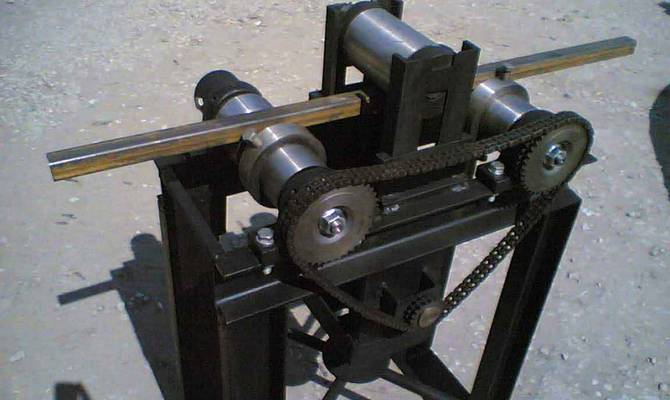
Более сложные варианты. Вальцовочное приспособление
Если вы задумались над вопросом, как сделать самому трубогиб для профильной трубы, то можете выполнить вальцовочный инструмент. Такая установка может получиться стационарной или переносной. Привод будет обеспечиваться мускульной силой или посредством электродвигателя с редуктором.
Такой трубогиб работает по следующему принципу. Профильная труба будет опираться на упоры-катки, между которыми располагается опорный ролик. Он будет давить на заготовку. По горизонтали протягивается профиль, по заданному радиусу происходит попутное изгибание. Ролики могут быть цилиндрическими или с проточкой, это зависит от характеристик и размера заготовки.
Широкий и плоский профиль можно прокатывать по ровным каткам, тогда как высокий и узкий предусматривает необходимость наличия направляющих проточек. Наиболее распространены универсальные ролики. При необходимости на цилиндрическое основание можно надеть бортики-шайбы, которые будут выполнять роль направляющих.
Самые простые трубогибы обычно выполняются именно по такому алгоритму. Инструмент можно использовать для профильных труб любых размеров, а при сборке не потребуется дорогостоящих элементов. Все детали вы сможете найти у себя в гараже или сарае. Исключением выступают лишь вальцы. Домашние мастера используют ручной привод, ведь скорость при таких работах не требуется. Но если вам необходимо создать внушительный погонаж гнутой трубы, следует использовать механизацию. Для этого применяется цепной редуктор и дрель. С их помощью вы сможете выйти на промышленной уровень производства профиля гнутого типа. Сложность изготовления при этом вас не должна пугать. Необходимые комплектующие вы тоже сможете найти довольно просто. Кроме того, услуги по изготовлению заготовок обходятся дорого, поэтому вы сможете сэкономить средства при изготовлении самодельного устройства.
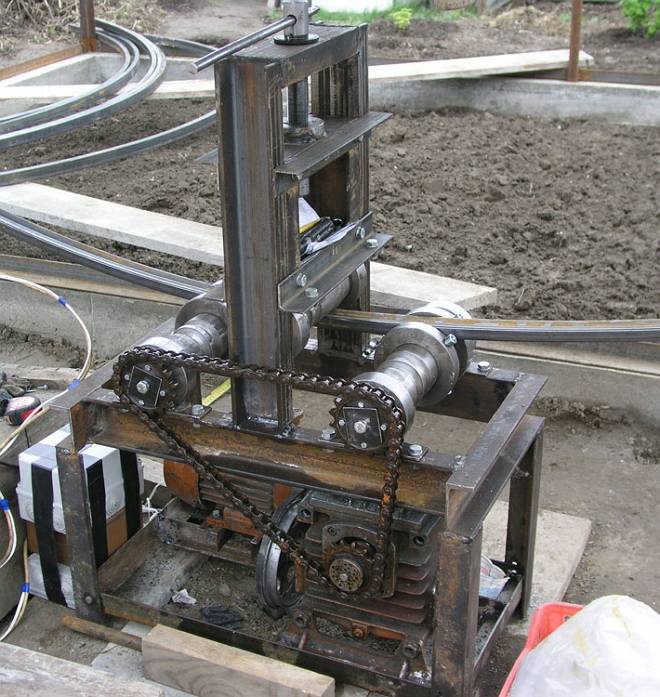
За основу простого трубогиба вы можете взять промышленное электрооборудование, которое было списано. Опорными роликами выступят части двухвального редуктора, который распиливается пополам. Понижающую часть необходимо соединить с трехфазным электромотором, на котором переделывается механизм под однофазное питание. Он будет выполнять роль пуска.
Валы синхронизируются мотоциклетной цепью и шестернями, которые позаимствованы у байка. Упорный ролик будет работать благодаря жигулевскому ромбовидному домкрату. Такое приспособление настолько удачно, что по производительности лучше заводских аналогов. Затратами здесь выступят лишь расходы на услуги сварщика.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Виды трубогибочных станков
Эти приспособления, дают возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:
гидравлические;
Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых труб диаметром до 3 см или профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:
арбалетные;
К основным ручным (механическим) самодельным трубогибам для круглых труб относятся:
- Роликовые — предназначены для изделий, диаметр которых до 40 мм, и применяются, если требуется небольшой угол изгиба;
- Гибочная плита — используется для получения углового загиба малого и среднего радиуса;
- Улиточные — универсальный вид, позволяет производить сгибание круглой трубы по всей длине;
- Арбалетные — устройства похожи на роликовые, но имеют повышенную производительность;
- Рычажные — простые конструкции, они используются при сгибании труб среднего и большого размера под определённым углом.
Модели гидравлических трубогибов для круглых труб или механизмы, работающие от электропривода самостоятельно изготовить сложнее.
Сделать загиб без использования трубогибочного станка не получится, можно попросту испортить изделие или деформировать его.
! Представляем вашему вниманию пошаговою инструкцию, как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
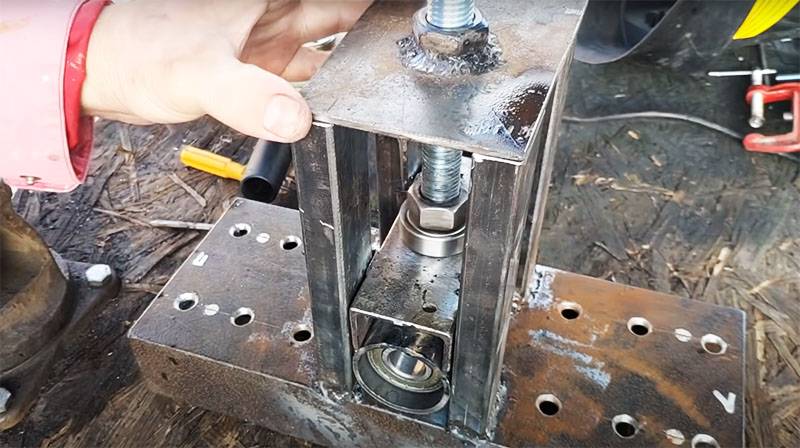
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.






Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
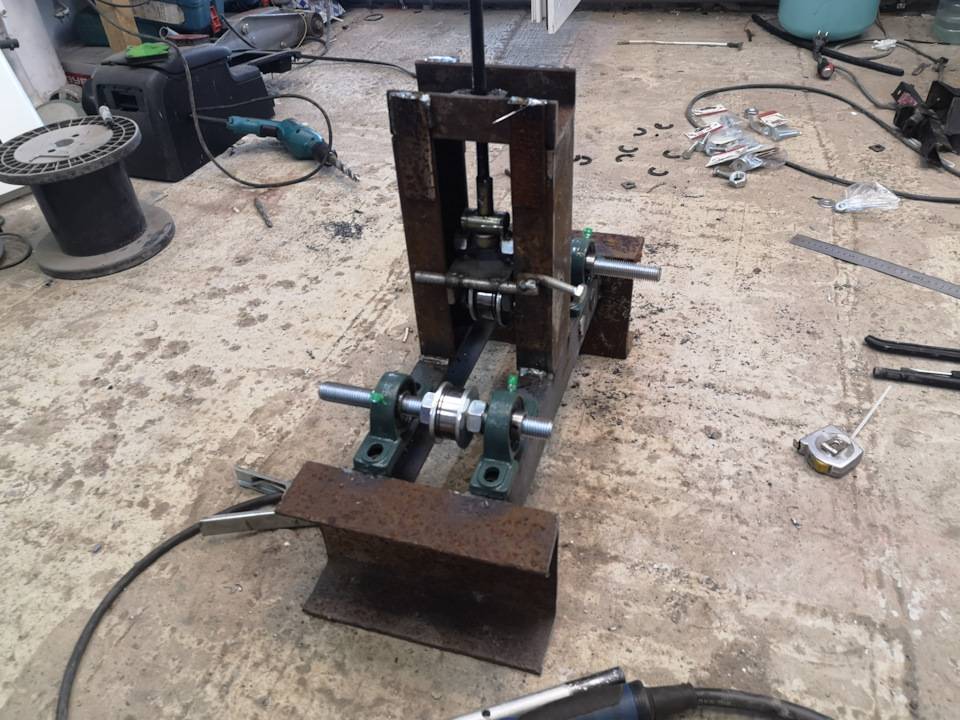
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
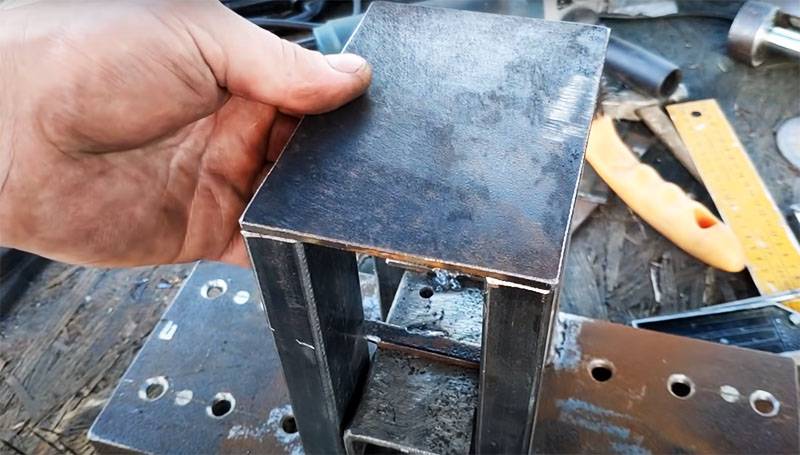
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
4 Как сделать профессиональное оборудование – прокатный вариант
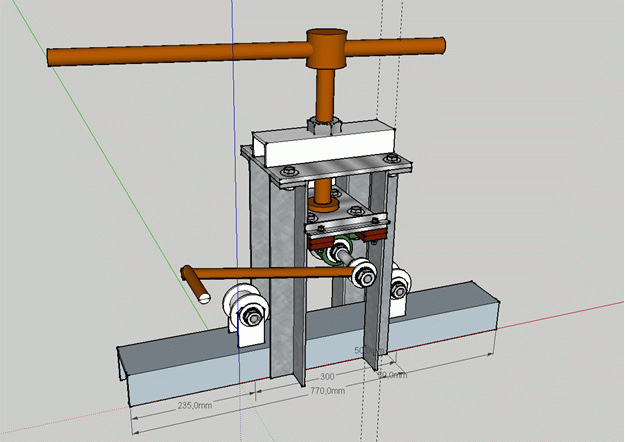
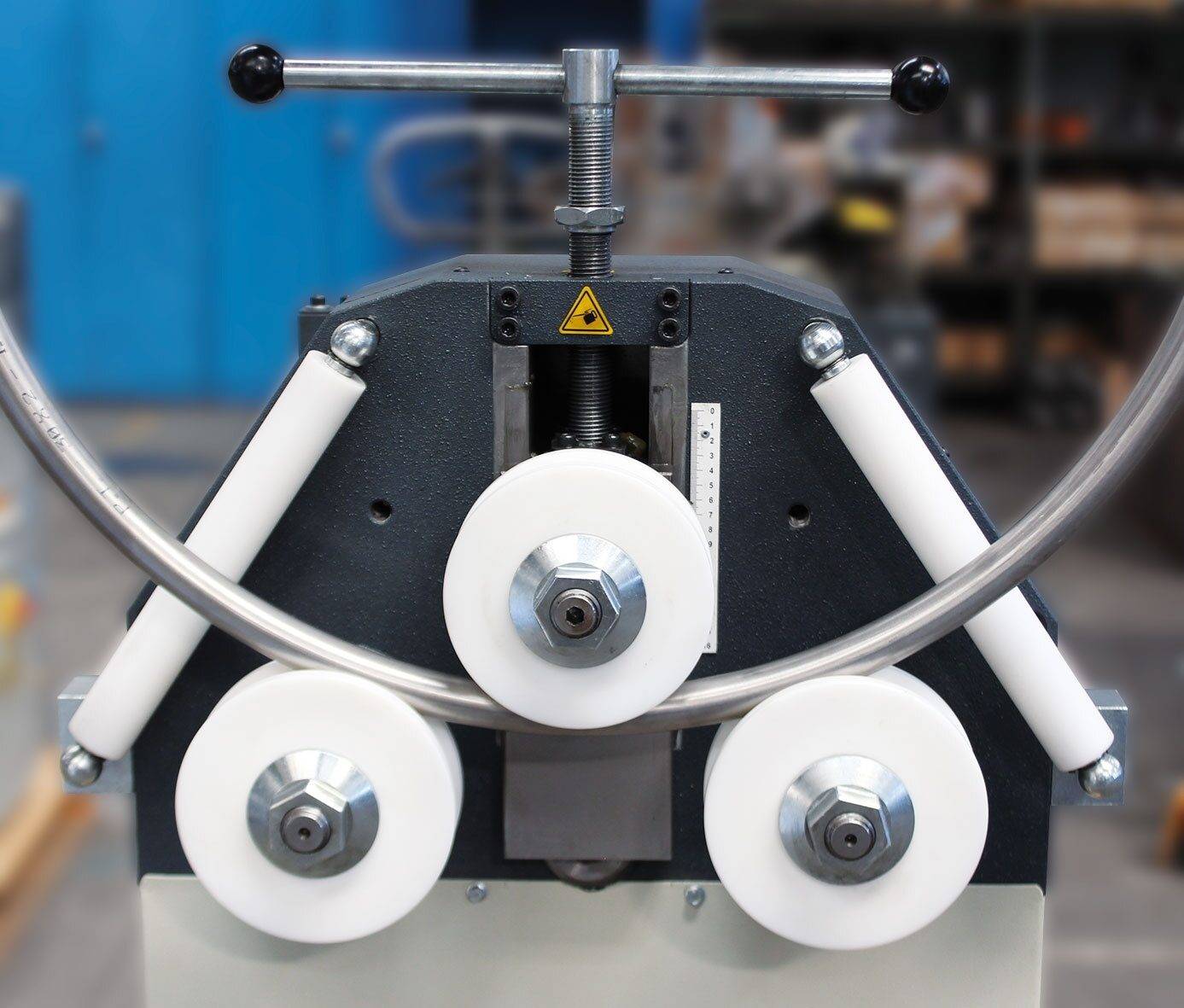
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
 Профилегиб прокатного типа
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
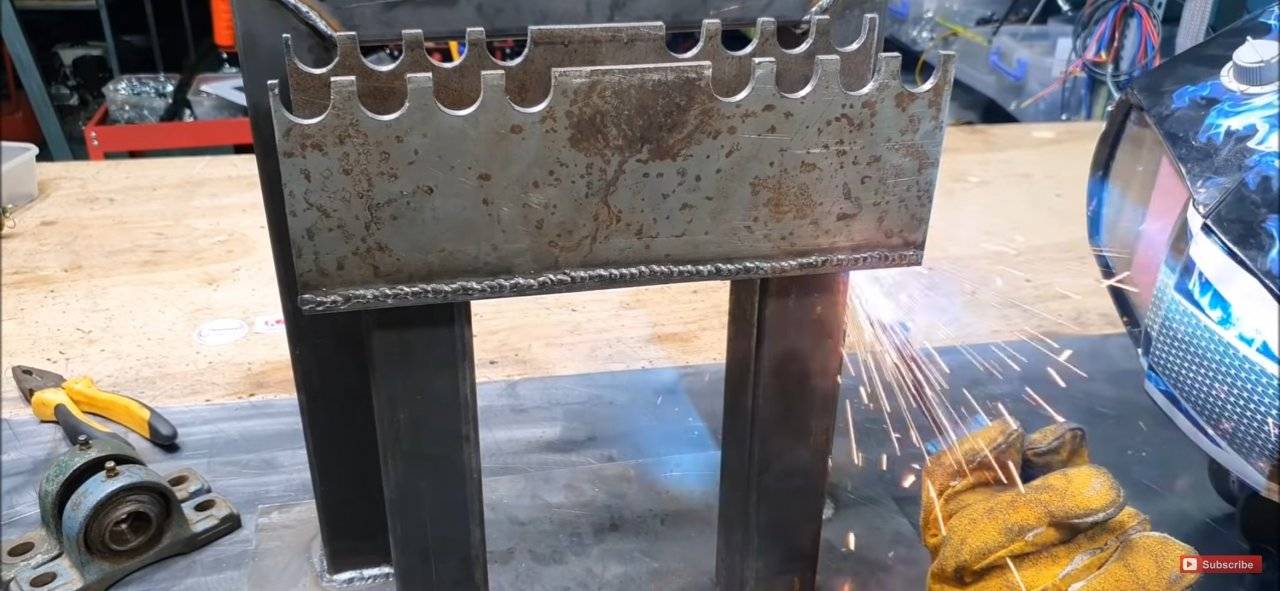
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.
Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.







Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Самодельный трубогиб
Трубогиб – приспособление, позволяющее изогнуть трубу определенным образом. С их помощью можно выполнить различную работу, особенно актуальным такое оборудование оказывается в сборке теплиц или прокладке трубопровода.
Данный инструмент подразделяется на несколько типов, в зависимости от принципа работы:
- гидравлические;
- электрические;
- пневматические.
Ручной рычажный трубогиб.
Первый вид отлично подходит для изгиба труб без внутреннего наполнения. Использовать такой инструмент достаточно просто. Однако недостатком данного варианта является изменение внутреннего радиуса детали, что является недопустимым при обработке водосточных труб.
Оборудование, работающее на основе пневматического принципа, позволяет осуществлять любой изгиб в необходимом направлении. Данный процесс осуществляется под воздействием температуры, так что можно не бояться появления надломов.
Наиболее точным способом изгиба является использование электрического трубогиба. Он работает по автоматическому принципу, а деформирование деталей осуществляется с использованием электропривода.
В первую очередь, чтобы сделать ручной трубогиб своими руками, понадобится чертеж, а также другие дополнительные материалы.
Кроме того необходимо определиться с тем, какие трубы необходимо гнуть с его помощью. Например, тонкостенные можно деформировать с использованием инструмента на основе алюминия.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам

Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.








Арбалетные станки и их основные достоинства
Такого типа устройствами пользуются сантехники для сгибания труб малого диаметра. Стационарные устройства позволяют выполнять изгибание материалов большого диаметра и размера. Принцип работы основывается на упоре сгибаемого материала в двух неподвижных роликах. Деформация осуществляется шаблоном в виде пуансона, перемещающимся по подвижному штоку. Шаблон воздействует на центральную часть закругленного участка материала, осуществляя деформацию до необходимого угла.

Такой тип станка также не трудно изготовить в домашних условиях, а в качестве подвижного шаблона используется масляный домкрат. Приспособление подходит для деформирования не только круглых стальных материалов, но и профилированной трубы. Достоинство таких станков в том, что сделать их можно с подручных средств, а изгибание выполняется за счет прикладывания усилия от домкрата, то есть, исключена необходимость физического воздействия человеком.
Трубогиб с поворотной платформой
Этот вариант хорош тогда, когда к искажению формы конечного сечения особых ограничений не предъявляется. Принципиально он отличается тем, что один конец изгибаемой заготовки закрепляется, второй гнётся по нужному радиусу при помощи поворотной платформы. Элементы конструкции такого трубогиба:
- Корпус.
- Зажим с регулируемыми резиновыми губками.
- Вертикальная ось.
- Поворотная платформа, включающая в себя профильный ограничитель (он может быть переустанавливаемым).
- Привод (зубчатая или цепная передача; при необходимости увеличить скорость гибки, такая передача должна иметь усилитель крутящего момента – мультипликатор).
- Рычажная рукоятка.
Область рационального применения трубогиба с поворотной платформой – сгибы с радиусами r, которые многократно превышают толщину стенки трубы h. Рекомендуется соотношение r > (5…6)h.
Для малопластичных труб, изготовленных из средне- и высокоуглеродистых сталей (марок от сталь 50 и выше), такой метод следует применять с известными осторожностями, поскольку в области изгиба возникают довольно большие растягивающие напряжения, которые могут вызвать образование трещин в металле. Чтобы обойти это ограничение, деформируемый участок трубы лучше подогреть паяльной лампой
Важно помнить, что изгиб с растяжением преодолевает проблемы разрушения заготовки, которые могут возникнуть при изгибе со сжатием.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Как согнуть трубу самодельным трубогибом
Смастерить рассматриваемые устройства своими руками — это только половина дела. После этого понадобится ещё правильно воспользоваться инструментом. Как пользоваться инструментом можно посмотреть на видео.
Выше рассмотрены методы изготовления трубогибов ручного типа, которые подходят для изгиба труб холодным способом. Это такой вариант, посредством которого материал не подлежит нагреву. Использовать такой вариант можно для пластичных материалов. Чтобы повысить эффективность изгиба, нужно заполнить внутреннюю часть изделия песком или солью. Заполнение внутренней полости материала песком или солью позволит исключить деформации трубы, а также получить качественный изгиб.
Если стенки трубы толстые, то холодным способом её согнуть не получится. Для этого применяется горячий способ, который подразумевает под собой предварительный нагрев точки получения изгиба.





