

Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.







Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Рейтинг расходных компонентов
Если вы не знаете, какие электроды выбрать для сварки инвертором, то обязательно следует уточнить их рейтинг и мнение профессиональных сварщиков. По некоторым отзывам сварщиков можно составить небольшой список рейтинга:
- УОНИ — капризный стержень, подходит для людей с большим опытом.
- МР-3 — более послушный стержень, однако имеет пониженную плотность.
- МР-3С — такой же вариант, то уже с повышенной прочностью и качеством шва.
- АНО — довольно редкие стержни для работы. Их быстро раскупают в магазинах, так как они идеально подходят для новичков. Их стержень без проблем держит дугу даже без прокалки.
- ЦУ-5 — профессиональные электроды для универсального шва. При сварке этим видом шов получается идеально ровный и плотный. Дуга зажигается идеально, однако они имеют повышенную способность к залипанию.
https://youtube.com/watch?v=68hLJM9cesc
Выбор диаметра
Как известно, все виды стержней имеют различные диаметры. Это используется для того, чтобы более толстый металл сваривать электродом с большим диаметром. Конечно, можно сваривать и меньшим диаметром, но, так как через проволоку проходит сварочный ток, стержень быстро нагревается и обгорает обмазка. Чтобы правильно подобрать диаметр, можно просто взглянуть на таблицу, которая находится на упаковке.
Самые распространенные вопросы
Какой сварочный инвертор выбрать. Для начала нужно определить, какой объем работы должен выполнять ваш агрегат. Чем больше вы собираетесь делать работы, тем более должно быть ампер у сварочного аппарата. Для домашних условий идеально подходит серия ресант. Такие сварочные могут варить как тонкие металлы, так и толстые. К тому же они не так сильно зависят от напряжения.
Почему прилипает электрод при сварке инвертором. Случаи прилипания стержня могут быть самые различные. Одна из основных причин — это небольшой опыт работы сварщика. А также причина может быть в пониженном токе, из-за которого сварочная дуга попросту не может загореться.
Лучшие сварочные электроды с рутиловым типом покрытия
СВЭЛ МР 3C 2.5мм

Универсальная рутиловая продукция. Используют при изготовлении ответственных стальных конструкций из низкоуглеродистых и низколегированных сплавов. Электроды работают как на переменном, так и на постоянном токе с любой полярностью. Рекомендовано вести работы со средней или короткой дугой. Возможна эксплуатация на форсированном режиме, что способствует увеличению производительности. Соединение поверхностей выполняют из различных пространственных положений.
Основные характеристики:
- диаметр 2,5 мм;
- масса 5,1 кг.
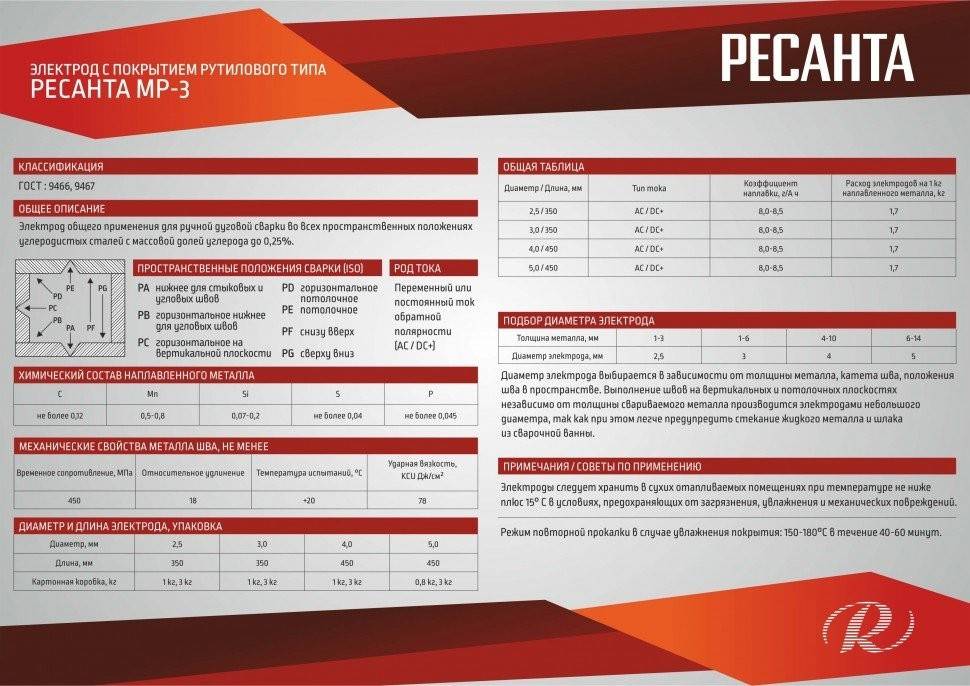
РЕСАНТА МР-3 4мм

Назначение электродов этой марки — изготовление конструкций разных типов (рядовые, ответственные) на основе углеродистых сталей. Сварочные работы выполняют из разных пространственных положений. Возможно использование источника переменного (напряжение холостого хода 50 В) или постоянного тока (прямая или обратная полярность). Диаметр 4 мм, масса 1,19 кг.
Преимущества:
- хорошее качество сварки;
- возможность работать даже с недостаточно хорошо очищенными, ржавыми поверхностями;
- покрытие из рутила, а не из заменителя.
Недостатков нет.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Расходные материалы марки АНО-21
Характеристики расходных материалов марки АНО-21.
Расходные материалы марки АНО-21 используются для соединения путем сварных операций элементов конструкций, изготовленных из углеродистой стали. АНО-21 используют для сваривания угловых конструкций с толщиной металла от 1 до 5 мм. Этот вид расходного материала рекомендуется использовать при сваривании в потолочных и вертикальных положениях. АНО-21 применяют для проведения сварки водопроводных труб и трубопроводов для газовых коммуникаций, имеющих низкое давление. Электродами марки АНО-21 можно осуществлять сваривание в любом пространственном положении.
Основные преимущества АНО-21, которые обеспечивают популярность этого типа расходного материала:
- хорошее качество технологического шва;
- легкость проведения сварочных работ:
- легкость отделения шлаковой составляющей;
- легкость проведения работ при эксплуатации небольших бытовых сварочных аппаратов.
АНО-21 имеет на поверхности металлического штыря рутиловое защитное покрытие. Перед использованием АНО-21 рекомендуется прокалить при температуре 130 градусов Цельсия на протяжении 40 минут.
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
Видео:
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Нельзя использовать в работе те электроды, на которых даже частично отсутствует специальное защитное покрытие, а также те, которые находятся в сыром состоянии.
В большинстве случаев профессиональные мастера при работе с инверторами останавливают свой выбор на электродах марки УОНИ, которые дают возможность делать шов с максимальной плотностью.
В том случае, если необходимо выполнить шов с максимальным качеством, как правило, используют электроды марки МР-3С.
Наиболее универсальной и неприхотливой в работе считается марка электродов МР-3, при помощи которых моно проводить работы, в том числе и с ржавыми, а также влажными металлическими поверхностями.
В среде домашних умельцев чаще всего останавливают свой выбор на электродах марки АНО, которые отлично подходят для инверторных аппаратов практически всех типов.
Для профессионалов
ESAB УОНИИ 13/55

Плюсы
- Доступная цена
- Прекрасно справляются с основной задачей
- Подойдет для вертикальной сварки
- Не прилипают
- Обеспечивают равномерный слой
Минусы
Иногда при варке откалывается покрытие
От 500 ₽
Прекрасный выбор для профессионалов, которым важна равномерность шва и последующая устойчивость к высоким нагрузкам. Электроды используются при рабочем токе 90-130 А в режиме сварки DC. В процессе работы материал прокаливается до 350-400 °C, что обеспечивает высокий уровень адгезии со свариваемыми поверхностями.





![Какие электроды лучше для инверторной сварки [как выбрать]](https://shtory-deco.ru/wp-content/uploads/b/d/3/bd3862585cc63b2011756626d5e14a4a.jpeg)


СпецЭлектрод МР-3C

Плюсы
- Качественное покрытие смешанного типа
- Высокий уровень сопротивляемости разрыву
- Возможность сварки во всех положениях
- Большой объем упаковки
Минусы
Подойдет далеко не для всех случаев
От 830 ₽
Хорошие электроды с температурой прокалки 120-160 °C. Характеризуются показателями предела текучести в 390 МПа и относительным удлинением 25 %. Покрытие смешанного типа позволяет использовать материалы для сварки в режимах AC или DC. Расход в процессе работы не превышает 1.7 кг.
PlasmaTec Monolith ЦЧ-4
Плюсы
- Высокое качество шва
- Небольшое количество шлака
- Надежное соединение конструкций
- Быстрое остывание без трещин
Минусы
Высокая цена
От 1 000 ₽
Профессиональные компоненты для ручной дуговой сварки конструкций из чугуна. Обеспечивают качественное соединение компонентов конструкции без лишних наплавов или прожогов. Шов даже после остывания сохраняет свою целостность и не трескается в процессе эксплуатации оборудования. Поставляются в коробке весом 1 кг.
KOBELCO LB-52U

Плюсы
- Универсальность
- Качественное соединение деталей
- Большая упаковка
Минусы
- Высокая стоимость
- Необходима прокалка перед работой
От 2 000 ₽
Электроды диаметром 2.6 мм и длиной 35 см для сварки компонентов разных систем из углеродистой стали. Быстро разогреваются и стабильно ложатся на поверхность. Высока вероятность плохого удержания шва и появления мелового следа на поверхности.
PlasmaTec Monolith УОНИ 13/55

Плюсы
- Низкая цена
- Универсальность
- Относительно небольшой расход
Минусы
Трудно зажигаются
От 340 ₽
Тонкие элементы в сером цвете, обладающие временным сопротивлением разрыву в 500 МПа. Вкупе с относительным удлинением 26 % этого показателя хватает для использования электродов при сварке ответственных конструкций, рассчитанных на работу с высокими нагрузками. Вес одной коробки 2.5 кг, а расход в процесс использования – 1.58 кг.
Чтобы правильно выбрать электроды для сварки инвертором необходимо рассматривать много параметров, уделяя особенное внимание показателям жесткости и устойчивости к нагрузкам
Стоимость сварочного оборудования
Цены на сварочные аппараты разбросаны в широком диапазоне. Стоимость оборудования зависит от страны-производителя, функциональности аппарата и наличия комплектующих к нему. Дешевле купить сварочный аппарат китайского производства. Японская сварка обойдется дороже, но может оказаться, что все детали произведены в Китае, а непосредственно в Японии осуществлялась только сборка.
Цена увеличивается, если сварка обладает встроенным корректором коэффициента мощности. Такой аппарат необходим, когда диапазон напряжения слишком широк: 90–240 Вольт.
Цены на сварочные аппараты
Название сварочного аппарата/ Цена
| Wert MIG 200 | от 16 395 р. |
| Resanta SAI-190K 65/36 | от 4 825 р. |
| Aurora PRO Overman 180 | от 27 625 р. |
| Solaris MULTIMIG-227 | от 24 000 р. |
| FUBAG IR 160 31401 | от 5 090 р. |
Сварочные аппараты разделяются на несколько типов со своей спецификой: сварочный трансформатор, выпрямитель, газовый полуавтомат, инвертор.
Трансформаторы являются наиболее простым и недорогим видом сварочных аппаратов, к тому же они надёжны и неприхотливы в работе. В то же время качество шва относительно невысоко, а работа с трансформатором требует определённых навыков. Да и подходят такие устройства исключительно для чёрных металлов. А потому лучше всего сварочный трансформатор подойдёт для несложных работ (в т.ч. и в быту) и для тех, у кого уже имеется опыт работы со сваркой.
Выпрямители отличаются от трансформаторов тем, что работают не с переменным, а с постоянным током. Это улучшает качество шва и позволяет варить и чёрные, и цветные металлы. В то же время выпрямители сложнее и потребляют значительно больше энергии, чем трансформаторы, что требует соответствующего качества электросетей. Потому они в большей степени рассчитаны на профессиональную электросварку.
Газовые полуавтоматы предназначены для сварки в среде специального газа. Они надёжны, удобны в работе и обеспечивают высокое качество шва, особенно при сварке цветных металлов — газ защищает шов от влаги и окисления. Недостатками полуавтоматов являются дороговизна и некоторые сложности в использовании (например, кроме электродов, требуются ещё и газовые смеси для сварки). Этот тип считается оптимальным для автомастерских, также может пригодиться и в бытовых целях.
Инверторы считаются наиболее современным типом сварочных аппаратов. Они обеспечивают хорошее качество шва при высокой производительности, устойчивы к пониженному напряжению, могут варить как чёрные, так и цветные металлы, при этом имеют небольшие габариты и вес. Недостатками их является относительно высокая стоимость, а также чувствительность к скачкам напряжения.
Независимо от типа при выборе стоит учитывать напряжение, на которое рассчитан аппарат. Для бытового применения стоит брать устройства на 220 В, а для мастерских и производства, где требуется высокая мощность, выпускаются модели на 380 В. Основное же деление на бытовые и профессиональные сварочные аппараты идёт по силе тока: устройства до 200 А относятся к первому типу, более 200 А — ко второму.
Также выбирать аппарат по силе тока стоит в зависимости от толщины металла, с которым придётся работать. Чем толще металл — тем выше должен быть ток; существуют специальные таблицы, позволяющие точно подобрать устройство под конкретные нужды.
Какие сварочные аппараты самые дешевые?
Топ-3 недорогих товаров из категории Сварочные аппараты:
- Сварочный аппарат инверторный Ресанта IWM160 Eurolux
- Сварочный аппарат инверторный Победа АС 200, 200 A
- Сварочный аппарат инверторный Ресанта IWM190 Eurolux
Электроды для инвертора
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.









Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Отличительные характеристики
Сварочные стержни из чистого вольфрама используются крайне редко, т. к. для работы с такими электродами необходимы только аппараты TIG. Поэтому добавляются легирующие элементы. Согласно этим добавкам – их цветовое обозначение наконечников:
зеленый цвет сообщает о стержне из чистого вольфрама, маркировка WP. Для сваривания алюминия и меди;
серый цвет — это добавка оксида церия, обозначается как C. Используется для сварки с любым видом тока;
красный наконечник — обозначение для диоксида тория, маркировка T. Для сваривания цветного металла, нержавеющей и углеродистой стали. Главный минус – радиоактивность тория: работая с ним, необходимо придерживаться строгой техники безопасности;
темно-синий цвет означает диоксид иттрия, маркируется Y. Используется для сварки на постоянном токе прямой полярности для разного металла (нержавеющая, углеродистая сталь, медь, титан);
белый цвет — обозначение для добавления оксида циркония, маркировка Z
Используется для сваривания алюминия и меди с помощью аргона на переменном токе, важно обеспечить чистоту сварочной области;
золотой цвет характеризует добавление оксида лантана, маркировка WL-15. Используется для сварки двумя видами тока (постоянным и переменным), содержание легирующего элемента 1,5%;
синий цвет тоже обозначает добавление оксида лантана, но в соотношении уже 2%
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Категории вольфрамовых электродов:
- постоянного электротока;
- переменного электротока;
- универсальные.
Лучшие сварочные электроды с целлюлозным покрытием
Кратон 3.2мм

Назначение этого электрода — ручная дуговая сварка ответственных конструкций на основе сталей углеродистых сортов. Диаметр 3,2 мм. Показатель относительного удлинения 22%, величина временного сопротивления 420 Мпа.
Достоинства:
- хорошее горение дуги;
- возможность работать при низких напряжениях;
- ровный шов.
Отрицательных отзывов нет.
ESAB Pipeweld 6010 Plus 3.2мм
Современная модификация Pipeweld 6010. Область применения — сварка корневых проходов трубопроводов классом (прочность до API 5LX80), заполняющих и облицовочных проходов трубопроводов классом (прочность до API 5LX56), вне зависимости от пространственного положения. Дуга легко контролируемая, с глубоким проплавлением, шлак отделяется очень легко. Даже если кромки плохо подогнаны, результат получается превосходный. Длина изделия 350 мм, диаметр 3,2 мм.





