

Чего нельзя делать при сварке
Начну, пожалуй, с самого опасного, это поражение током. Сварочный аппарат имеет несколько значений напряжения: это сетевое напряжение в 220 вольт, и напряжение холостого хода которое он выдаёт. Оно порядка 60-80 Вольт. Наибольшую опасность несёт, конечно же, сетевое напряжение, но и холостое напряжение, также может ударить током.
Поэтому при сварке нельзя одновременно браться руками за электрод и массу. Нельзя дотрагиваться до корпуса сварочного аппарата, нельзя варить в мокрую погоду, и, тем более, под дождём. Если и осуществлять сварку в сырую погоду, то только в герметичной обуви и при заземлённом сварочном аппарате.
Ультрафиолет и опасные испарения
Особую опасность сварка несёт и для глаз сварщика, а также для органов дыхания. Нельзя смотреть на сварку без специальной маски со светофильтром, недопустимо варить в таком помещении, которое не имеет достаточно вентиляции. Если сварка осуществляется в закрытой емкости, например, в цистерне, то варить нужно только в респираторе.
Яркость сварочной дуги в десять тысяч раз превышает допустимое значение для глаз человека. Со временем, если часто смотреть на сварку без маски, начнёт падать зрение. Однако, как показывает статистика, подобное со сварщиками встречается довольно редко, поскольку они варят с использованием сварочных масок.
Высокие температуры
Посредством сварочной дуги, а это температура свыше 3000 градусов, металл начинает плавиться. Но даже когда дуга погасла, он все еще долгое время остается очень горячим. Поэтому первое, что нужно запомнить заключается в том, что нельзя сразу же хвататься за сваренную заготовку.
После того, как сварка завершена, нужно дать металлу остыть или же принудительно произвести его охлаждение. Отбивать шлак нужно только в маске, поскольку окалина может легко отлететь в глаз и принести тем самым увечья. Осуществлять сварку всегда нужно только в специальной одежде, которая не горит и смогла бы закрывать открытые части тела сварщика.
Сварочный ток и нагрузка
Несмотря на то, что инвертор не так сильно нагружает сеть, потребляет он все равно прилично. Чем больше сила тока, тем большая нагрузка приходится на электросеть. Вот почему нельзя использовать для сварки непредназначенные для этих целей удлинители.
Какие параметры к сварочному удлинителю должны быть? Во-первых, это длина, не более 30 метров. Во-вторых, сечение жил кабеля, оно должно составлять не менее 2,5 мм². В противном случае удлинитель будет сильно греться, а сварочный ток падать пропорционально длине удлинителя.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
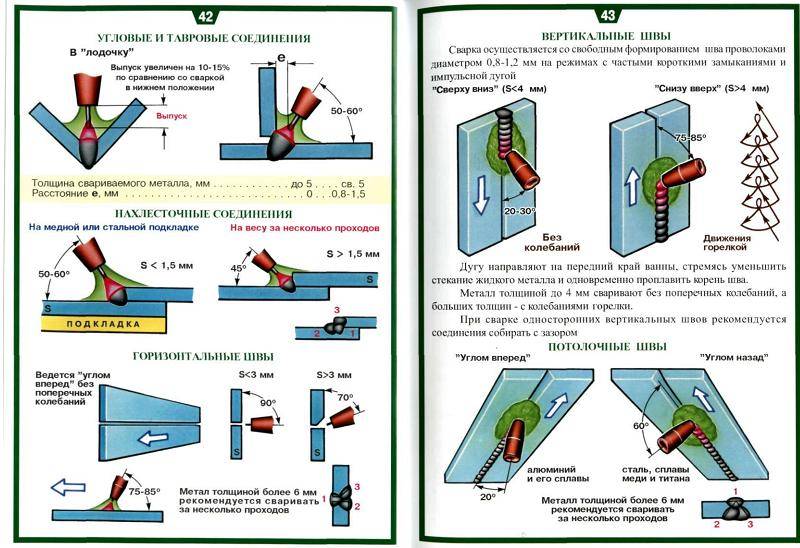
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
https://youtube.com/watch?v=qAgFQmLAJMA
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
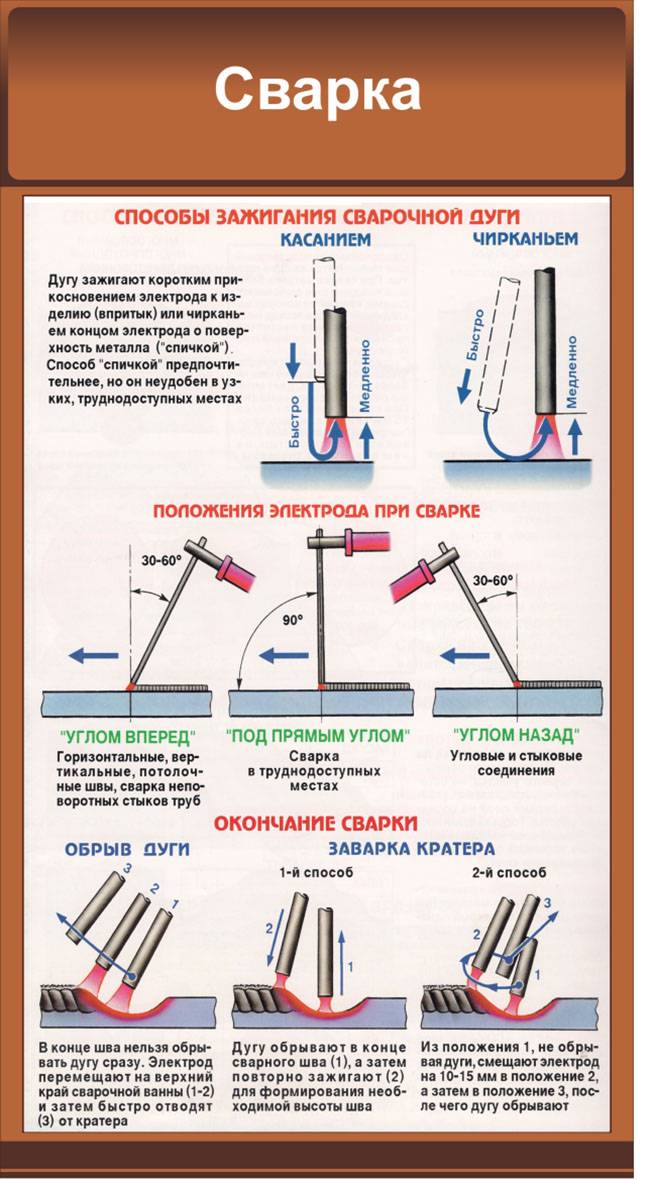
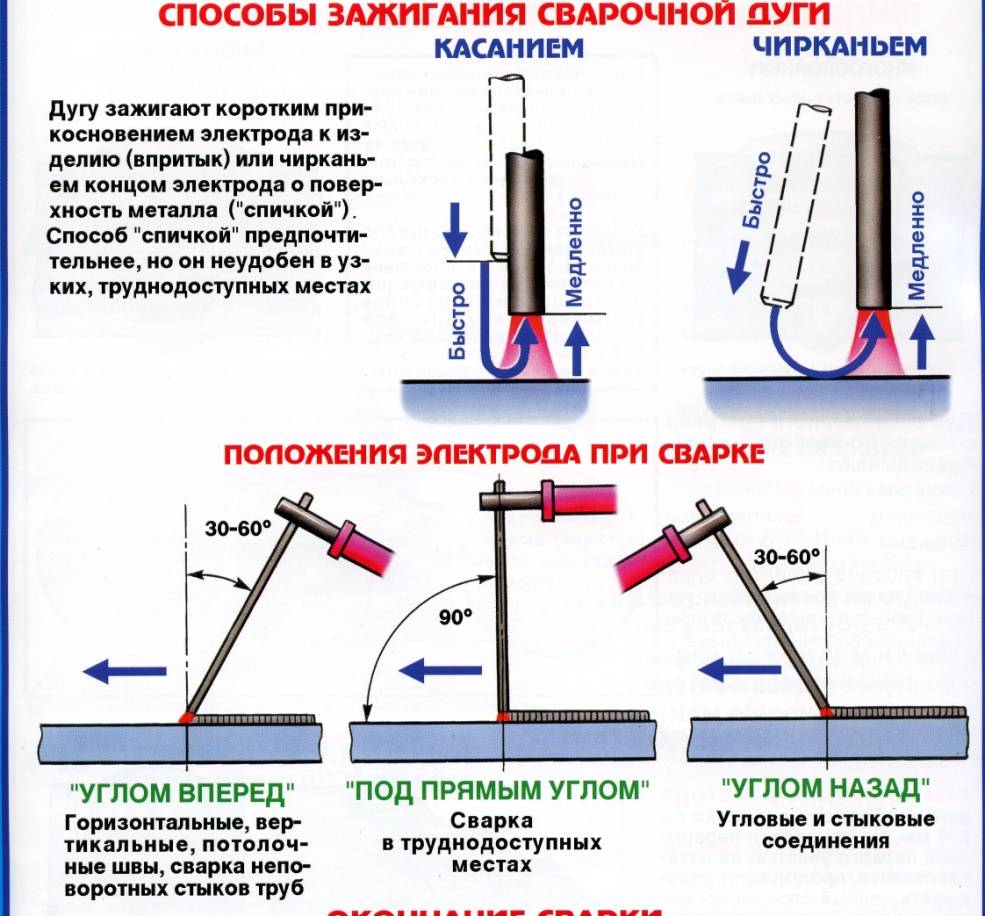
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
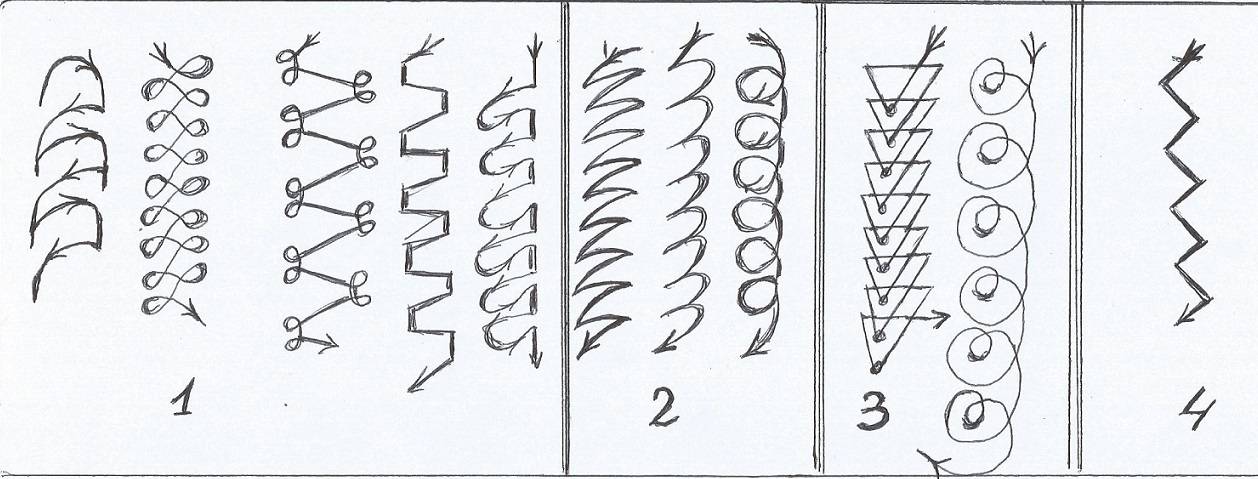
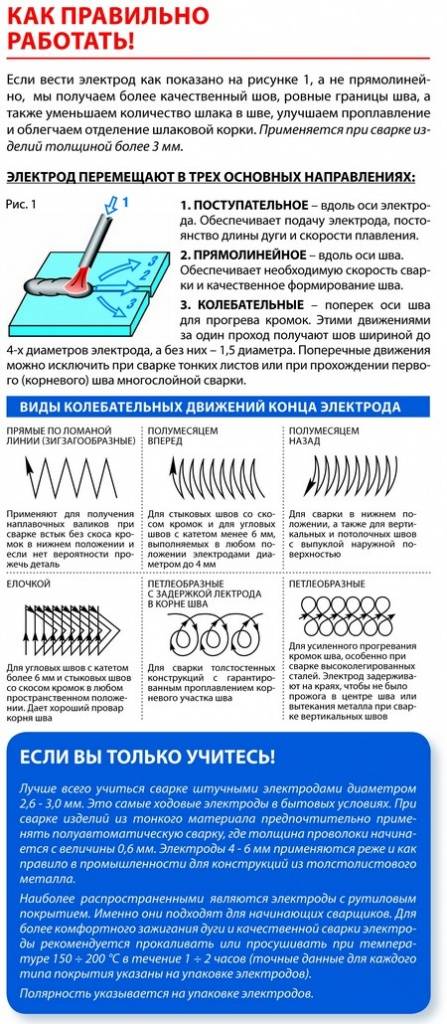

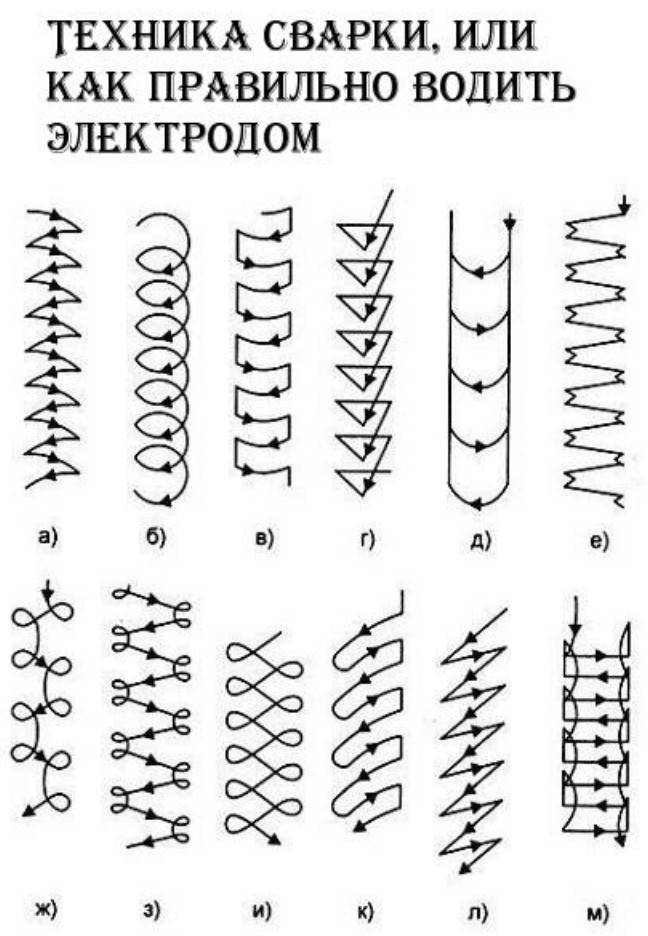
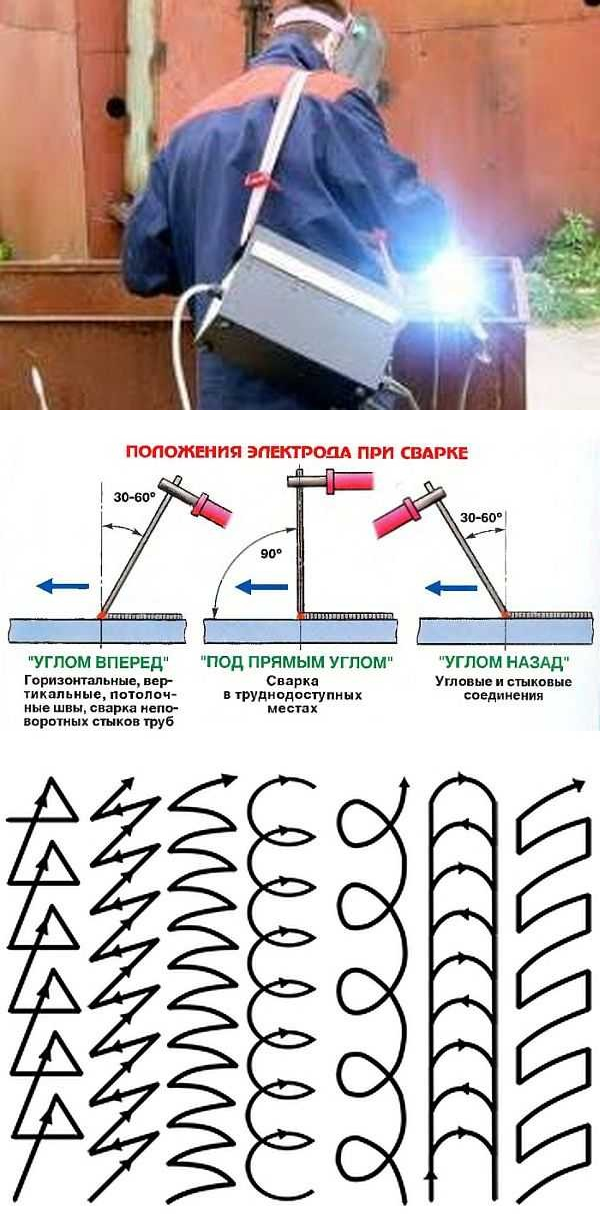
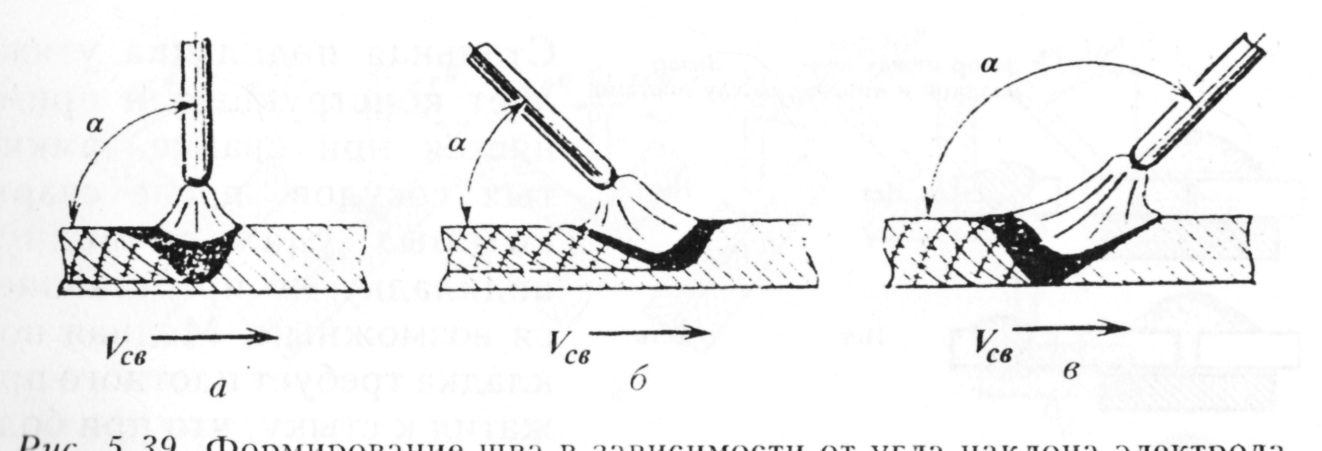
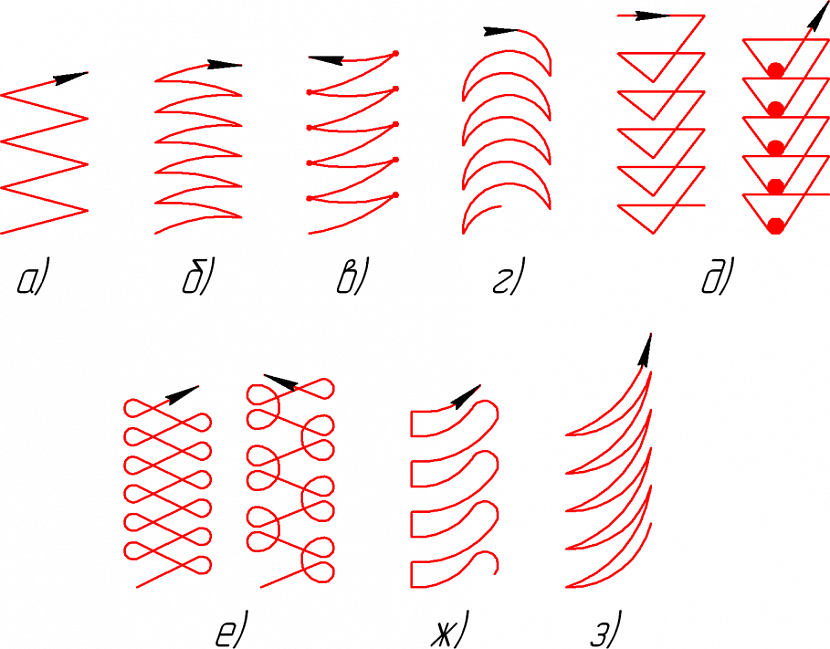
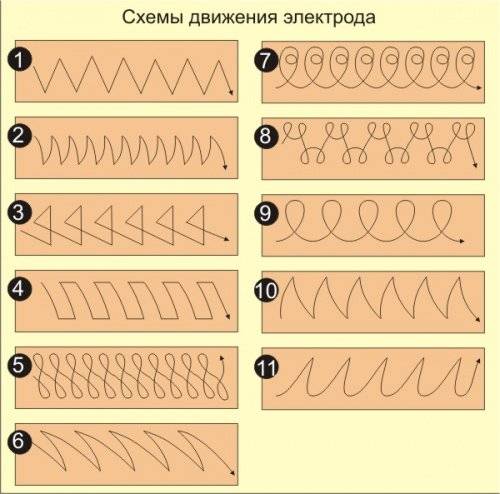
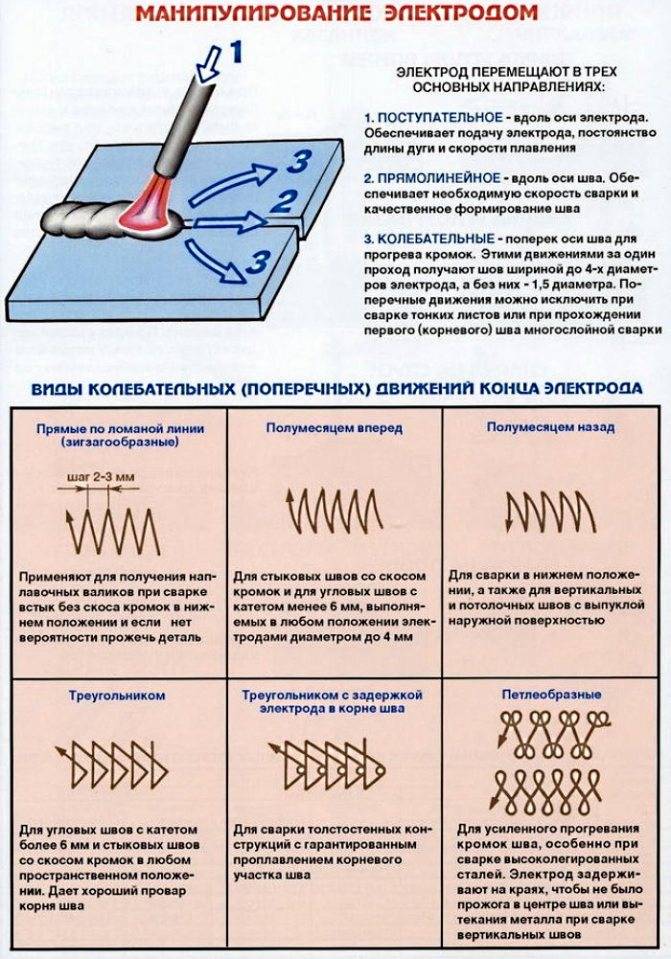
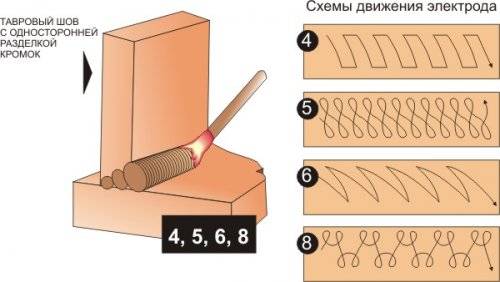
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка — это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства — паяльниками.
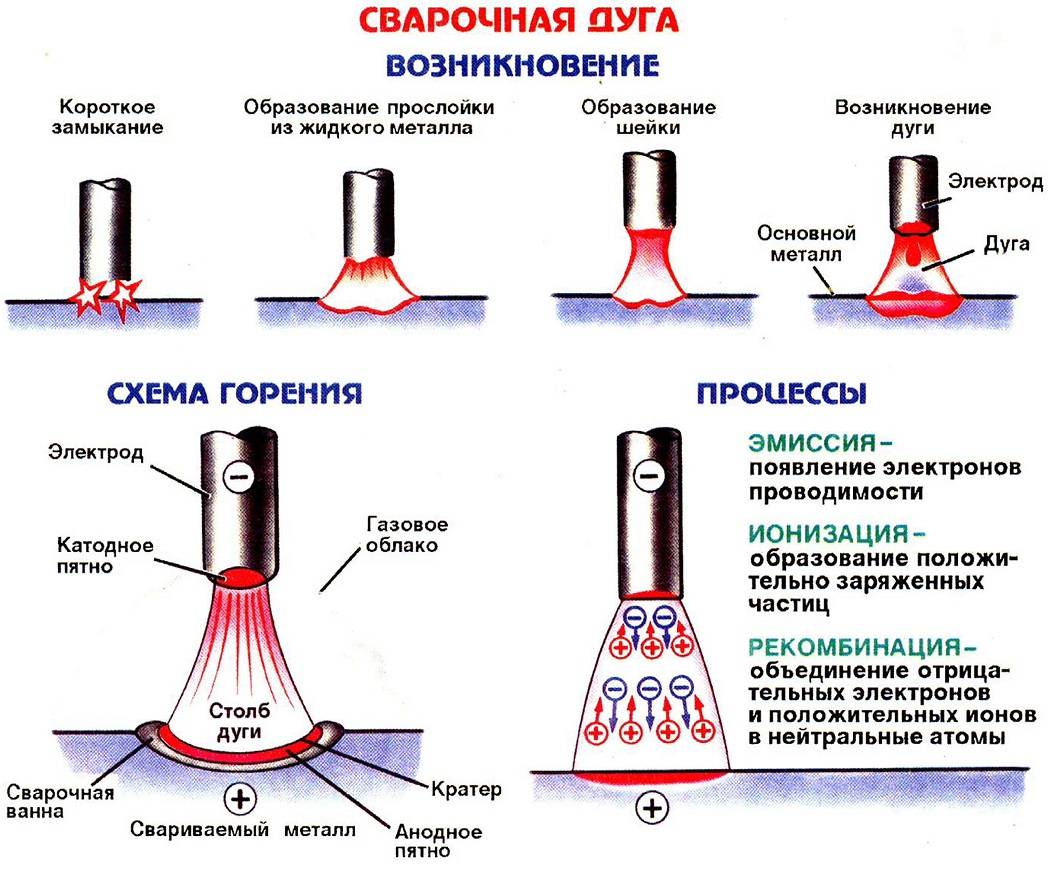
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
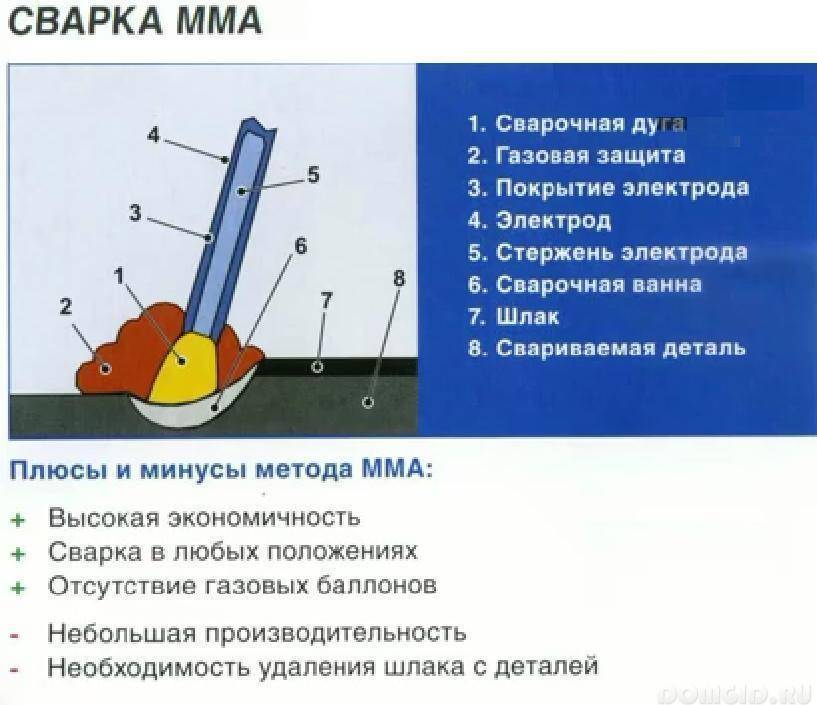
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
прочно закрепить зажим «заземление»;
изолировать кабельный провод, после чего осторожно заправить его в держатель;
выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
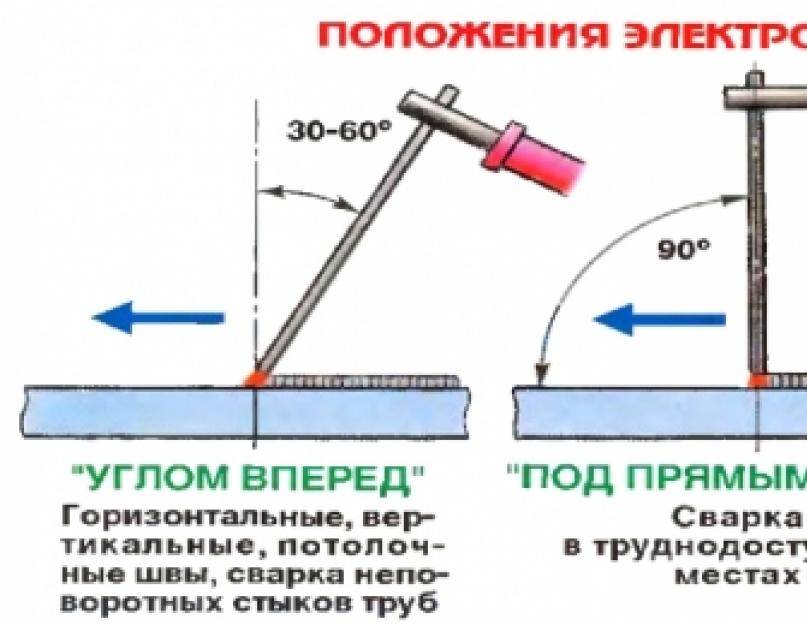
установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
нужно осторожно провести электродом по металлической поверхности – и она заискриться;
подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.
Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
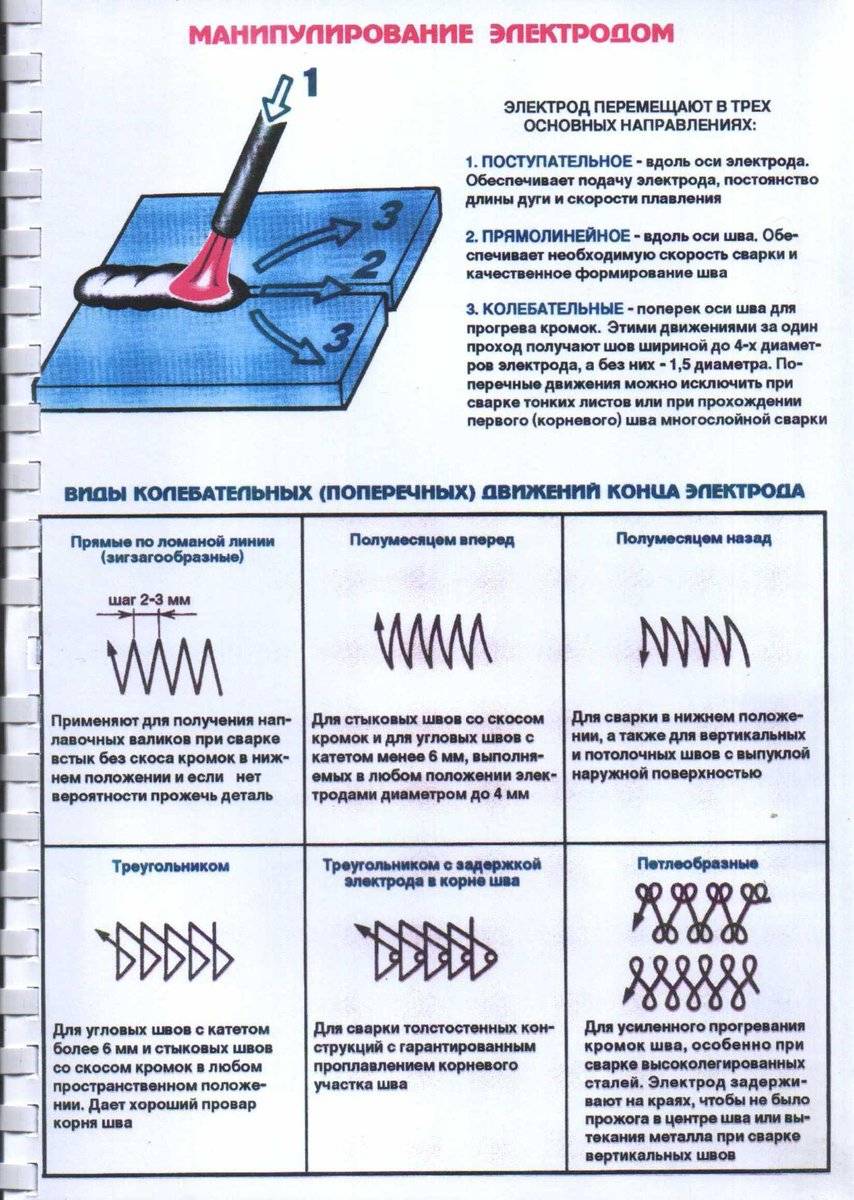
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
поперечное. В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Сварка инвертором
Наилучший сварочный аппарат для начинающих – это инвертор. Работа со сварочным аппаратом такого уровня является несложной и, можно так выразиться, даже приятной. Такой сварочный прибор обладает многими преимуществами перед устаревшим в наше время трансформатором.
При приобретении инвертора следует в первую очередь обращать внимание на такую его характеристику, как мощность. Основы сварочных работ для начинающих рекомендуют выбирать прибор такой мощности, которая будет достаточна для предстоящего проведения, чтобы не переплачивать
Для переноса этого агрегата предусмотрен наплечный ремень, обладающий регулировкой, или ручка. Сам аппарат устанавливается на опорные ножки. Охлаждение осуществляется посредством вентилятора. Этому также способствуют вентиляционные отверстия в металлическом корпусе прибора. Перегрев силового блока фиксируется специальным регулятором.


Управляется инвертор кнопкой включения. При подключении в сеть загорается индикатор включения. Для подключения держателя с установленным в нем электродом имеется специальный разъем. Сваривать детали с помощью инвертора допустимо только постоянным током. Менять параметры сварки можно, изменяя полярность на агрегате. Ток на инверторе выбирают в зависимости от толщины деталей.
Тренироваться работой с инвертором лучше всего на массивных деталях небольшого размера. Удобно проводить соединение, когда детали лежат на верстаке. Если тренировка осуществляется только на одном куске металла, то на нем мелом следует провести линию, по которой будет двигаться электрод. Начинать варить рекомендуется, установив минимальное значение тока, и выбрав обратную полярность. Двигать электрод при этом надо углом вперед.
Оптимальный ток можно определить, взяв металлическую заготовку и установив на приборе большое значение тока. Если произойдет прожог металла, то ток следует уменьшать, добиваясь его оптимального значения.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
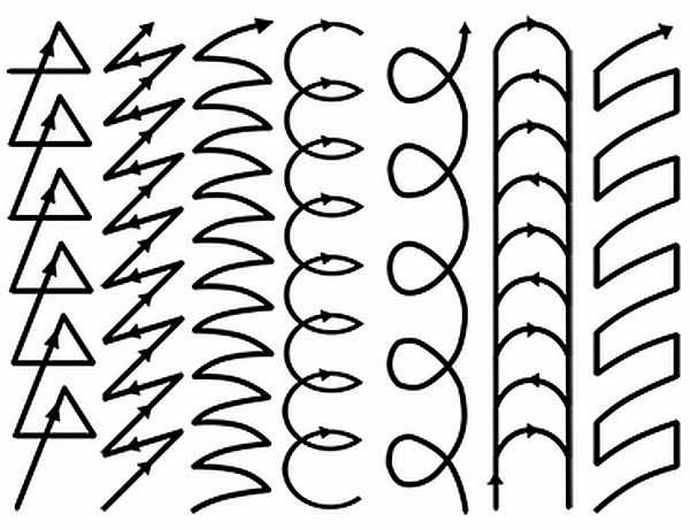
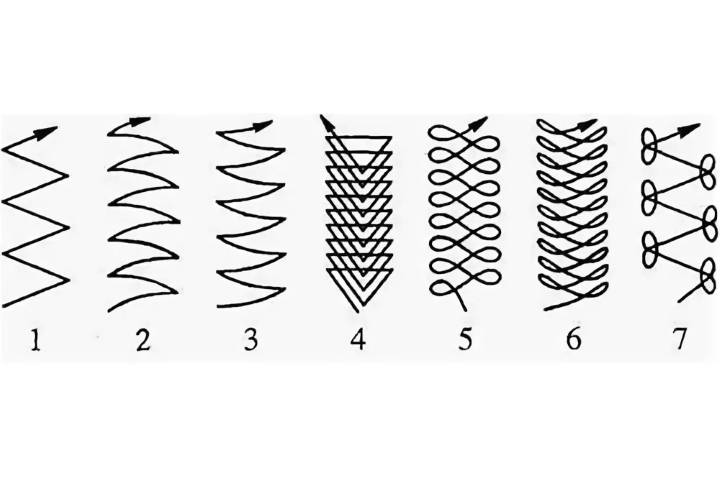
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
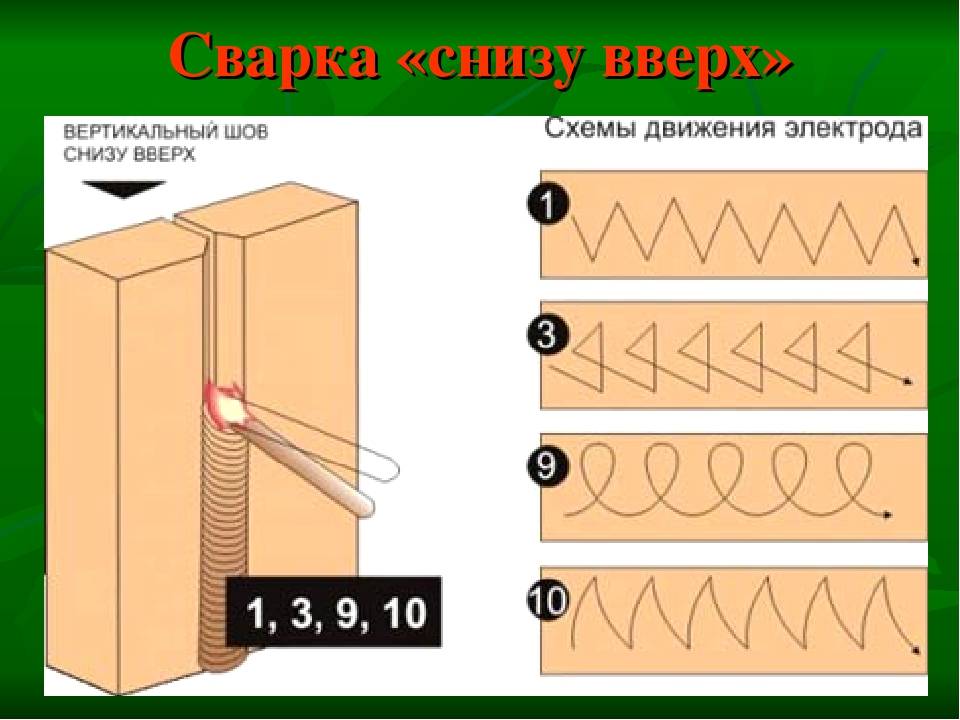
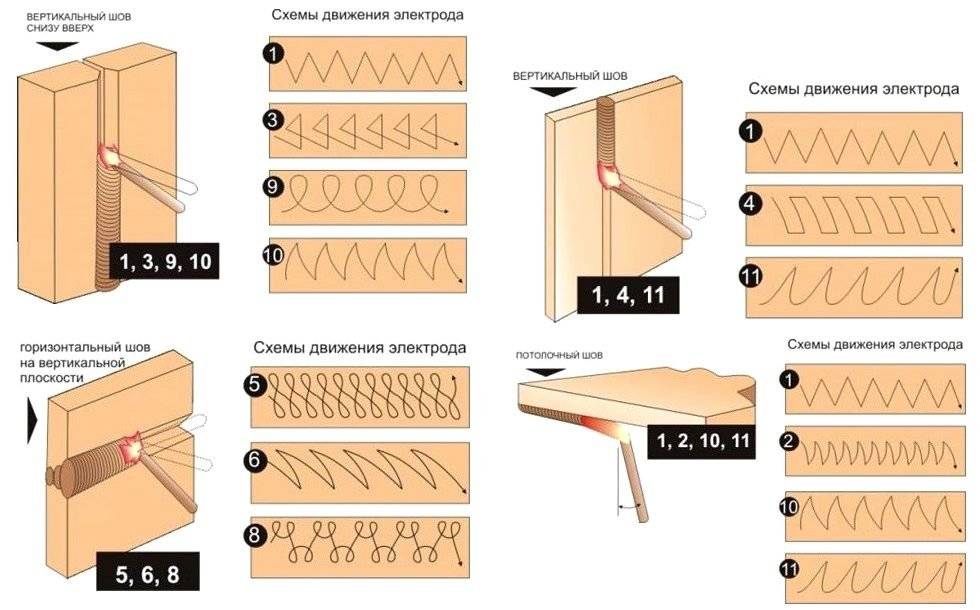
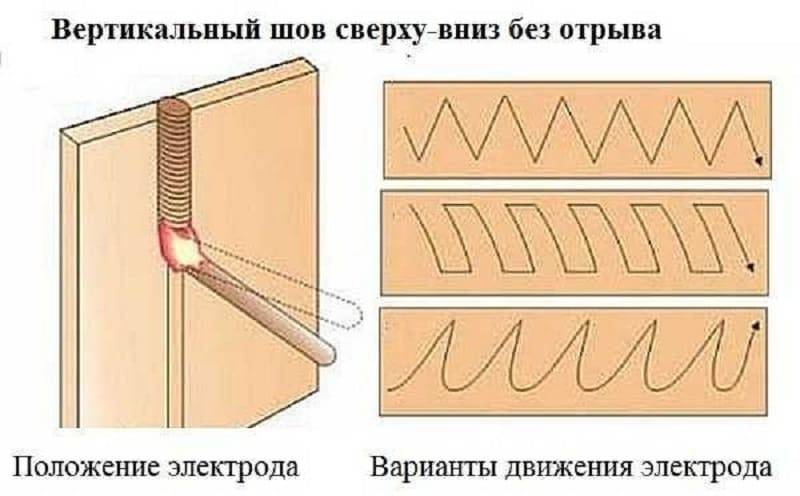
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
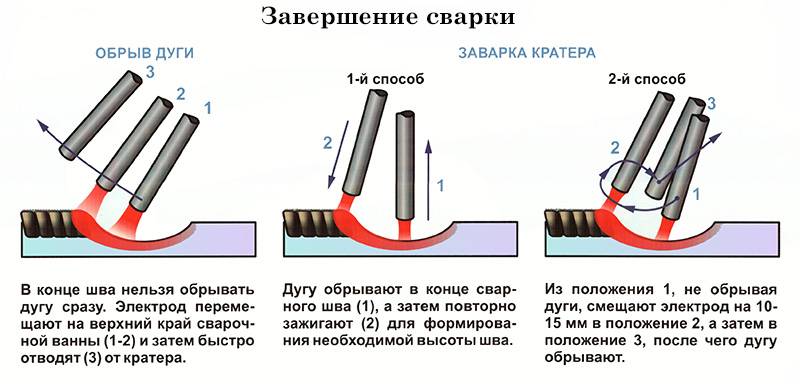
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
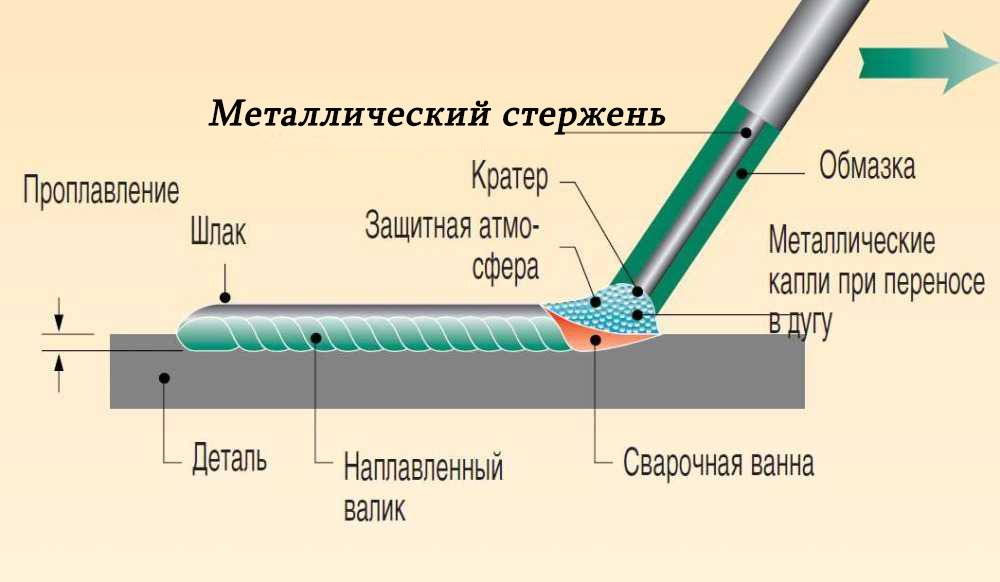
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.




Это интересно: Как врезать трубу электросваркой?
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.





