

Какой сварочный инвертор лучше подойдет для домашних целей
Определяются значения характеристик для успешного проведения планируемых работ. Затем выбирается инверторный сварочный аппарат и вспомогательное оборудование по этим показателям.
Основные характеристики
При выборе учитываются следующие параметры:
Подключение tig потребуется для сварки нержавейки и цветного металла, но вольфрамовые электроды, баллон с газом, горелка приобретаются отдельно.
Режим работы на максимальном токе должен периодически прерываться на остывание агрегата. Такие циклы измеряются интервалами времени 10 минут, обозначаются как ПВ и указываются в процентах. Если в паспорте стоит 45%, значит, через каждые 4,5 минуты работа останавливается на 5,5 мин. Это относится только к максимальному току, на средних и низких значениях перерывы не требуются. Для бытовых устройств ПВ выбирается в пределах 50 — 70%.
Чем больше мощность, тем более толстый металл можно варить. Однако этим показателем определяется, сколько потребляет сварочный инвертор электроэнергии. Поэтому следует учитывать состояние проводки на даче. Для бытовых нужд оптимальная мощность 2,7 — 3,5 кВт.
Регулировка силы тока на дорогостоящих моделях осуществляется плавно, с точностью до 1 А. В быту не требуется высокое качество швов, поэтому лучше для дома выбрать более дешёвую модель со ступенчатым переключателем.
Напряжение холостого хода замеряется на устройстве с отключенной нагрузкой. Его значением, от 40 до 90 вольт, определяется стабильность и лёгкость поджига дуги. Начинающим сварщикам рекомендуется выбирать 70 — 90 В.
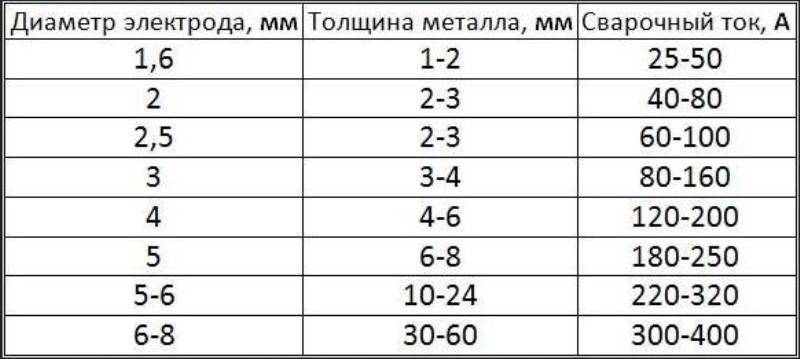
Сварочный ток выбирается по максимальному значению. Он зависит от толщины свариваемых изделий. Если предполагается работать с толщиной до 10 мм, достаточно аппарата с током 160 — 180 А. Если иногда случается сваривать более толстые изделия — 200 А. Поскольку металлопрокат более 20 мм в быту не применяется переплачивать за агрегат с током 220 — 250 А нецелесообразно. Желательно чтобы у выбранной модели регулировка начиналась с 10 А, что необходимо для прихватки листов толщиной менее 1 мм.
Питающее напряжение выбирается в зависимости от качества энергоснабжения. Если в городах стабильно поддерживается 220 вольт, то в посёлках напряжение нередко падает до 180 — 190 В
Поэтому при выборе нужно обращать внимание при каких значениях у инвертора будет сохраняться работоспособность. В техническом паспорте пределы напряжения указываются через дефис, например, 160 — 240 вольт или процентами.
Дополнительные функции
Сервисные опции упрощают рабочий процесс, но придётся доплатить. Стандартный набор содержит:
- антиприлипание — автоматическое отключение питания, когда залипает электрод с последующей подачей тока после отрыва;
- горячий старт способствует лёгкости розжига дуги путём подачи дополнительного импульса;
- форсаж дуги не позволяет за счёт увеличения силы тока электроду залипать при резком сближении с поверхностью металла.
Функции сварочного инвертора
Основные плюсы и минусы инверторов
Начнём с хорошего:
- Стабильность сварочного тока и высокий КПД 85-95%;
- Не значительное потребление электроэнергии (почти в 2 раза ниже, чем у силовых трансформаторов);
- Имеется тонкая регулировка нужного тока и большой диапазон режимов работы;
- Лёгкое возбуждение дуги с устойчивым горением при ветре и резких движениях руки;
- Минимальные брызги;
- Возможность сварки короткой дугой и с высоким качеством;
- Система обратной связи за счёт контроля параметров стабильности дуги, позволяющая работать без наличия специальной квалификации;
- Малый вес и габариты;
- Универсальное применение большинства аппаратов, способных обеспечить работу с разными металлами;
Ещё добавлю, что встроенный процессор создаёт устойчивую связь тока и напряжения. Поэтому, «варить» постоянкой гораздо легче, чем переменкой. В момент зажигания дуги, инвертор создаёт импульс так называемого «Горячего старта» (Hot start), а в случае короткого замыкания, функция «Антистик» (Antistick), отключает подачу тока и «прилепить» электрод практически нельзя (хотя и бывает). А для повышения качества сварки вертикальных швов имеется функция «Форсаж дуги» (Arc force). Эти опции есть практически у всех аппаратов. Среди дополнительных стоит выделить:
- Наличие дисплея, где указывается величина рабочего тока (полезно для новичков);
- Понижение «напруги» холостого хода. Эта опция особо важна для безопасности во время работы в условиях повышенной влажности или ограниченного пространства.
Ну и недостатки, как же без них:
- Цена аппарата инверторной сварки в среднем в 2-3 раза дороже трансформаторной;
- Как следствие – более высокая стоимость ремонта (особенно при поломке модуля);
- Повышенные требования к периодическому обслуживанию (чистка и продувка от пыли);
- Проблемы при работе ниже нуля;
- Хранение при стабильной температуре, чтобы исключить появление конденсата на платах.
Есть и ещё, однако они не являются общими для всех, поэтому это все.
№1. Принцип работы сварочного инвертора
Сварочные инверторы уверенно вытесняют с рынка сварочные трансформаторы. Инверторы более компактные и легкие, их легко можно сложить в багажник авто и отвезти к месту работы, да и учиться работать с ним намного проще, чем с трансформатором, так что для бытовых условий это самый подходящий вариант.
Чтобы подружиться со сварочным аппаратом, надо хотя бы в общих чертах знать, как же он работает. Подсказка кроется уже в названии. Да, тут используется инверторный принцип работы, а ток проходит несколько узлов, в ходе которого преобразуются основные его параметры. Главные этапы преобразования тока таковы:
- переменный ток 220 В (в некоторых случаях 380 В), проходя через диодный мост, преобразуется в постоянный;
- полученный постоянный ток проходит через блок транзисторов и снова становится переменным, только его частота повышается от 50 Гц до 20-50 кГц, а иногда и до 100 кГц;
- далее происходит понижение напряжения высокочастотного переменного тока до 70-90 В, в результате чего увеличивается сила тока (по закону Ома) до 100-200 А и более;
- выпрямление пониженного высокочастотного напряжения.
Принцип предварительного преобразования энергии позволяет использовать трансформаторные блоки намного меньшего размера, чем в обычном сварочном трансформаторе. Чтобы получить на выходе ток 160 А понадобится трансформатор весом около 300 г, а не 20 кг.
Чтобы инвертор начал работать, кабель массы (-) подключают к заготовке, кабель зажима (+) – к держателю электродов. Прикосновение электрода к поверхности металла приводит к замыканию полюсов и возникновению электрической дуги. Это область устойчивого разряда, где вырабатывается высокое количество тепла, которого достаточно для плавления металла. Электрод играет роль и присадочного материала, и защиты заготовки от внешней среды. Конец электрода удерживается на расстоянии 3-5 мм. В результате расплавленный материал присадки проникает в расплавленный участок заготовки, происходит диффузия, а после снятия дуги – кристаллизация с образованием сварного шва. Если все сделано правильно, то шов по прочности не будет уступать основному металлу, а возможно, даже превосходить его.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.




![16 лучших сварочных инверторов для дома и дачи [2021]](https://shtory-deco.ru/wp-content/uploads/6/9/c/69c4722acb56104f7f8e0920bda48908.jpeg)


Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Сварочные аппараты инверторного типа на 200 Ампер
Сварочный инвертор для дома и дачи Интерскол ИСА-200/9,4 мощностью в 9,40 кВА
Довольно популярный сварочный инвертор с мощностью в 9,40 кВА, сварочный ток регулируемый в диапазоне 27 – 200А. Рабочее напряжение – от 170 до 242 В, хорошо выдерживает кратковременное падение до 150 В. Заявленная продолжительность включения при максимальном токе (ПВ) – 100%, на практике же уже спустя 10 – 12 минут инвертор начинает перегреваться при температуре окружающей среды 24 градуса или выше.
Допустимый диаметр используемых электродов – от 1,6 до 5 мм. Корпус имеет степень защиты IP21S, то есть, легко выдерживает повышенную влажность и брызги, попадающие не под прямым углом. Из дополнительных функций есть горячий старт, форсаж дуги, но при выставленной силе тока в 200А они фактически не работают – инвертор ограничивает превышение допустимой нагрузки. Есть и антиприлипание – срабатывает достаточно хорошо, но не быстро и никак не регулируется.
Лично у меня из-за этого несколько раз был прожиг тонкого металла при прилипании. Также складывается ощущение, что регулятор показывает немного неправильную силу тока – завышает значение. Средняя цена – 6,1 тысяча рублей.
Плюсы:
- сила тока соответствует заявленным 200 А;
- работает при падении напряжения до 150 В;
- небольшой вес в 5,2 кг.
Минусы:
- не самое удобное расположение ремня;
- антиприлипание иногда срабатывает с задержкой, что на тонких металлах недопустимо.
Сварочный инвертор ELITECH ИС 200 под диаметр электрода от 1,6 до 5 мм
Сварочный ток – регулируемый от 10 до 180 А, мощность – 6,2 кВА. Данный сварочный инвертор также может использоваться для аргонодуговой сварки (TIG). Диаметр допустимых к использованию электродов – от 1,6 до 5 мм. Из дополнительных функций имеются горячий старт, форсаж дуги и антиприлипание.
Ни старт, ни форсаж не регулируются, что является одним из главных недостатков данного инвертора, а для аргонодуговой сварки это довольно важно. Заявленная продолжительность включения при максимальном токе – 80%
На практике – так и есть, но греется инвертор так, что об кожух потом можно руки греть.
Напряжение на входе – от 160 до 240 В, при падении ниже 150 В срабатывает защита, напряжение на выходе падает в ноль, как при антиприлипании. В целом – сварку можно рекомендовать для применения в домашних условиях при непродолжительных нагрузках. Все комплектующие, невзирая на китайское производство, довольно качественные. Средняя цена – 7,7 тысяч рублей.
Плюсы:
- технические характеристики полностью отвечают заявленным;
- поддерживает аргонодуговую сварку;
- точная регулировка силы сварочного тока.
Минусы:
- инвертор может перегреваться при длительном использовании;
- не регулируются форсаж дуги и горячий старт.
Сварочный инвертор Fubag IR 200 для ручной дуговой сварки (ММА)
Сварочный ток – от 5 до 200 А, мощность – 8,8 кВА. Диаметр допустимых для использования электродов – от 1,6 до 5мм, на практике – можно использовать и тоньше для сварки тонкого листового металла. Есть форсаж дуги, горячий старт, антиприлипание. По всем критериям – отличный аппарат, но вот функционал оставляет желать лучшего.
Сила тока регулируется обычной рукояткой, на которой нет никаких обозначений. Сила тока указывается на небольшом дисплее, который при ярком освещении рассмотреть не так и просто. А ещё в комплекте идут слишком короткие провода – буквально по 1,5 метра, что доставляет массу неудобств, если варить приходится «на весу».
Ещё один нюанс – с конца 2017 года Fubag начали поставлять новую вариацию инвертора Fubag IR 200, в котором мощность была снижена до 6,5 кВА и, судя по отзывам, качество используемых комплектующих существенно снизилось, тогда как цена осталась прежней и составляет, в среднем, 6,3 тысячи рублей.
Итого, данный инвертор – отличный выбор для новичка, познающего основы сварки, но никак не для опытного сварщика, даже для домашнего использования. Для варки арматуры, уголков – в самый раз, для чего-то более сложного не подходит.
Плюсы:
- небольшой вес инвертора 4,6 кг (в новой версии – 3,8 кг);
- высокий КПД, что положительно сказывается на расходе электроэнергии.
Минусы:
- короткие провода;
- плохо видно цифры на установленном дисплее;
- с конца 2017 года выпускается удешевленная вариация Fubag IR 200 под тем же наименованием и с аналогичной ценой;
- небольшая продолжительность включения при максимальном токе – 40%;
- существенно греется инвертор.
Важные качества
Главными преобразующими элементами инвертора являются мощные транзисторы и диоды. При мощности в потребления в несколько киловатт требуется надежная и эффективная система охлаждения.










Если рассматривать однофазные инверторы, то для качественного сваривания выходное напряжение должно быть 30-40 В при максимальном сварочном токе.
 Кроме этого инвертору необходимо долго работать, желательно непрерывно, без отключения. Время непрерывной работы характеризуется параметром ПВ (продолжительность включения).
Кроме этого инвертору необходимо долго работать, желательно непрерывно, без отключения. Время непрерывной работы характеризуется параметром ПВ (продолжительность включения).
Иногда требуется делать непрерывный шов без прерывания дуги, тогда этот параметр приобретает решающее значение. Выходная мощность не должна зависеть от колебаний сетевого напряжения. В этом проявляется надежность устройства.
В сварочном инверторе обязательно должен быть предусмотрен быстрый старт, форсированный режим сварки, защита от залипания электрода. В момент поджига дуги микропроцессор повышает выходное напряжение и силу тока, при ее появлении устройство переводится в нормальный режим работы.
Функция антиприлипания дуги защищает инвертор от короткого замыкания. Если ток КЗ превышает полсекунды, то устройство автоматически отключается. Форсированный режим сварки позволяет работать на пониженном напряжении (25-30 В) с максимальным сварочным током.
Надежный инвертор должен обеспечивать работу при колебаниях сетевого напряжения в широком диапазоне, минимум 180-240 В.
Оборудование должно стабильно функционировать и при минусовых температурах. Минимальное значение ПВ должно соответствовать техническим данным заявленным производителем.
Параметры выбора
Современные сварочные аппараты способны качественно выполнять поставленные задачи, подстраиваясь под вид металла, его толщину и особенности. Для удовлетворения всех потребностей есть много моделей с определенными возможностями. Среди главных можно выделить:
- мощность прибора;
- напряжение холостого хода;
- общее напряжение;
- время работы;
- набор функций;
- режимы работы в режиме максимального тока.
Разберем каждый из пунктов по подробнее.
Напряжение холостого хода
Этот параметр влияет на уровень быстроты розжига электрической дуги в начале процесса. Соответственно, чем мощность будет выше, тем быстрее начнется полноценная работа.
В момент розжига инвертор требует напряжение от 1,5 до 2 раз сильнее от обычного
Когда осуществляется выбор сварочного инвертора, то стоит обратить внимание на напряжение, указанное производителем:
- для переменного тока оптимально – 80В;
- постоянного – 90В;
- если заявлено от 40В до 50В напряжения холостого хода, то такой аппарат является слабым и в момент разжигания, есть вероятность столкнуться с некоторыми сложностями.
Питающее напряжение
Питание сварочного инвертора может осуществляться от сети определенного типа:
- 130-160В – малые мощности, удобно пользователям, не уверенным в условиях, которых придется работать. Хороший инвертор, когда напряжение не стабильно или крайне снижено;
- 220В – стандартная сеть с напряжением, имеющимся в каждой квартире. Такой аппарат отлично справится с бытовыми задачами;
- 380В – следует покупать, если инвертор будет питаться от сети с трехфазным вводом (в основном для промышленных целей);
- комбинированные (220В и 380В) – подойдут сварщикам, которые планируют использовать инвертор и дома и беря с собой на производство.
Процент времени работы
Характеристика, указывающая на то, сколько аппарат будет осуществлять работу, а сколько остывать. Измеряется в процентах.
Если нужно выбрать сварочный инвертор для дома, то подойдет на 60-70%. В случаях, когда им будут пользоваться регулярно, лучше брать профессиональный на 80-100%.
Функционал
В зависимости от цены, сварочные инверторы оборудуют дополнительными функциями. Из всех популярных можно выделить:
- горячий старт – позволяет обойти процесс распыления электрода и начинать варить сразу после розжига;
- форсаж дуги – включив этот режим получится на немного увеличить напряжение;
- антиприлипание – автоматически убирает напряжение, когда выявляет налипание электрода к детали;
- защита перегрева – самостоятельное снижение температуры.
Режим работы на максимальном токе
Отвечает за толщину металла, который сможет обрабатывать конкретный прибор. Чем выше максимальный ток, чем толще электрод на инверторе можно использовать.
Мощность
Аппарат с сильной мощностью, справится с большим объемом работ.
- 3.5кВт – для домашних целей (тонкие трубы);
- 5-7кВт – более сильный (водопроводные трубы, толстые двери и т.п.);
- 10-20кВт – профессиональные (способны справиться даже со сталью).
№3. Виды сварочных инверторов
Условно все инверторное сварочное оборудование можно поделить на три группы:
- бытовые инверторы стоят недорого, максимально компактны, отлично подходят для периодических и непродолжительных сварочных работ на даче и дома. Несколько часов сварки подряд такие аппараты не выдержат, толстые листы металла не сварят, да и с тонкими листами (менее 1 мм) будут проблемы. Как правило, сила тока не превышает 180-200 А, а мощность – 4-5 кВт;
- полупрофессиональные агрегаты будут интересны уже тем, кто выполняет сварку на стройплощадках или автосервисах, т.е. в тех местах, где к сварным швам выдвигаются строгие требования, но сварка – это не основный профиль деятельности. Сила тока может достигать 200-300 А, агрегат может работать даже при понижении напряжения в сети до 165 В и сваривать толстый металл. Многие модели имеют разъем под TIG. Но за все это придется платить. Учитывайте, что металл толщиной более 5-6 мм такой аппарат не сварит;
- профессиональные сварочные аппараты необходимы тем, кто варит металл по 8 часов в день. Это выносливые агрегаты, которые долгое время могут работать без перерыва, выдают силу тока до 500 А, умеют сваривать толстый и очень тонкий металл, работать при понижении напряжения до 130 В. Конечно, агрегат подобного рода дешево стоить не может.
Также инверторы принято делить по типу сварки на следующие виды:
- аппараты ручной сварки (MMA), это те самые бытовые инверторы, которые отличаются компактностью и простотой в эксплуатации. Ими может работать даже новичок, причем качество соединения будет на уровне. При всей своей простоте такой агрегат может даже использоваться в условиях небольшого производства, что еще раз говорит о высоком качестве швов;
- инверторы полуавтоматической сварки предполагают подачу проволоки в зону образования шва специальным механизмом. У таких приборов выше мощность, но и вес больше. Они сложнее в эксплуатации, поэтому не подходят для домашних работ;
- аппараты аргоновой сварки работают с плавящимися и неплавящимися электродами, используются только в промышленных условиях;
- аппараты плазменной резки по принципу работы похожи на сварочные инверторы, но тут вся сила направляется на быструю и точную резку металлов.
Надеемся, не должно возникнуть вопросов, какой сварочный инвертор выбрать для дома и дачи. Конечно же, это устройство бытового типа, но разобраться с необходимыми параметрами мощности, силой тока и другими показателями все равно придется. Соотнеся полученную информацию с собственными требованиями, удастся найти максимально подходящий прибор.







Ведущие производители
В специализированных магазинах продаётся огромное количество сварочной техники -от неизвестных китайских аппаратов ценой в 100 долларов в полной комплектации до именитых марок европейских производителей.
На этом фоне выделяется продукция шведской фирмы ESAB, производящей высококачественное оборудование для предприятий и домашнего применения. Кроме того, в её ассортименте есть и другие позиции, вплоть до электродов и масок. Цены на инверторы начинаются от 300 долларов.
Сварочное оборудование немецкой компании Kaiser. Их стоимость начинается от 300 $. В Чехии неплохие агрегаты для сварки выпускаются на предприятии Тесла. Они немного дешевле — от 200 $.
Несмотря на китайскую сборку, неплохую техника можно приобрести под маркой латвийского разработчика Ресанта. За 200−250 долларов выбор качественных инверторов довольно велик.
Originally posted 2018-07-04 07:38:37.





