

2 Как сделать станок для холодной ковки в домашних условиях?
2.1 Материалы и инструменты
Не зависимо от того, какое именно устройство вы планируете сделать, вам понадобятся следующие материалы:
- листовой металл толщиной 4-5 мм;
- арматурные прутья, профильные прутья или профильная труба;
- устойчивая станина;
- если собираемся делать не ручной, а электрический гибочный аппарат, понадобится низкооборотный двигатель и редуктор.
Самодельный станок для холодной ковки
Для организации процесса по изготовлению агрегата для холодной ковки, нужно запастись следующими инструментами:
- «болгарка» для порезки металлических элементов (в случае ее отсутствия, используем пилку по металлу);
- сварочный аппарат;
- наждачный камень и наждачная бумага;
- тиски и плоскогубцы;
- бумага, карандаш, маркер;
- рулетка или сантиметр.
2.2 Ручной станок «улитка»
Спиралеобразные элементы используют в создании «кованного» интерьера чаще всего. Поэтому начнем рассмотрение производственного процесса со станка «улитка».
Самодельный электрический агрегат потребует, кроме обычного набора деталей, использовать двигатель и редуктор. Редуктор применяют для снижения оборотов двигателя. Но об этом мы поговорим позже. Пока же рассмотрим пошагово, как сделать ручное устройство.
Отметим также, что один станок может делать спирали разного диаметра, но для этого понадобится съемная улитка. Достичь этого можно двумя вариантами: цельные металлические съемные круги с приваренной улиткой, или один круг со съемными частями спирали.
- Для начала нам понадобится лист бумаги и карандаш. Чертим на листе нужную нам улитку, выдерживая все реальные размеры. Нужно учитывать, что толщина линий на схеме должна соответствовать толщине металла, который берется для изготовления спирали (в идеале – 4-5 мм), а расстояние между витками должно быть равно 12-13 мм (для холодной ковки используются пруты до 10 мм, которые должны свободно ложиться в паз).
- Из листового металла, толщиной от 4 до 10 мм вырезаем круг, диаметром 70 см. Если вы планируете делать только маленькие спирали, круг можно вырезать меньшего диаметра. Если элементы будут больше, вырезайте круг больше, чем 70 мм. Если круги будут съемными, старайтесь не брать очень толстый металл (4-5 мм вполне достаточно), поскольку менять круги будет очень сложно.
- В ручном варианте круг должен быть закреплен на станине стационарно, поскольку огибать металлом спираль с помощью рычага намного легче, чем вращать круг. Прежде, чем приварить круг, к станине нужно приварить металлический прут диаметром 20-30 мм и надеть на него подшипник (все это можно найти в старых автомобильных запчастях).
- Делаем станину. Она может быть изготовлена из любого материала. Главные требования: 1) станина должна быть прочной и прочно закрепленной на полу (наилучший вариант – забетонировать ножки). 2) основа не должна по диаметру выступать за пределы рабочего круга.
- Возвращаемся к обработке рабочего круга. Нам нужно прикрепить к нему элементы улитки.
Улитка для холодной ковки
2.4 Электрический аналог
Отличие лишь в том, что двигатель через понижающий редуктор должен вращать рабочий круг. Загибочный же бочонок приваривается непосредственно к кругу не затрагивая редуктор. В остальном принцип изготовления агрегата абсолютно идентичен и редуктор с электродвигателем лишь дополняют его.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Приспособы
Оснастку, изготовленную вручную, никак не отнесешь к станкам, даже с учетом выполнения технологических операций на них с помощью мускульной силы. в интернете часто смешивают в одну кучу инструмент, оборудование и приспособления для ковки, разницу мы разъяснили тут, а здесь речь идет только про приспособления, что сложнее чем ручной инструмент, но проще станков с использованием электрической энергии.
Однако, по аналогии с оборудованием, приспособления имеют такие же названия. Для каждого вида станка применяется свое уникальное приспособление.
Улитка-твистер
Улитки относятся к классу станков, где формообразование происходит путем закручивания заготовки. Основными в конструкции являются приспособления, сделанные в виде подвижных и разборных частей лекала или неподвижного шаблона. Базовая поверхность оснастки выполняет функцию получения элементов согласно чертежных размеров.

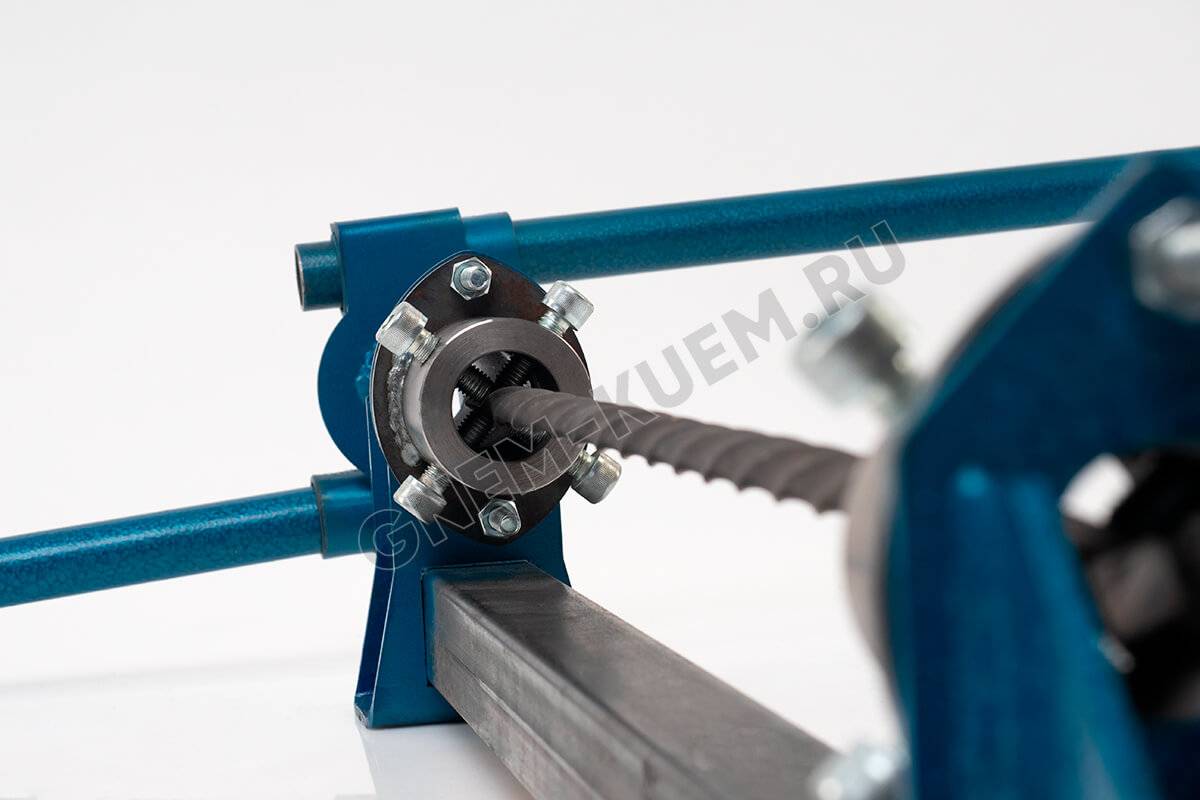
Торсион
Это приспособление для торсирования или скручивания прутка металла вокруг своей оси. Задачи, которые решает оснастка: надежное закрепление концов прутка, обеспечение свободного вращения, устранения возможности отклонения оси вращения. Для изготовления фонарика используется оправка в виде трубы. Заготовка получается объемной формы.

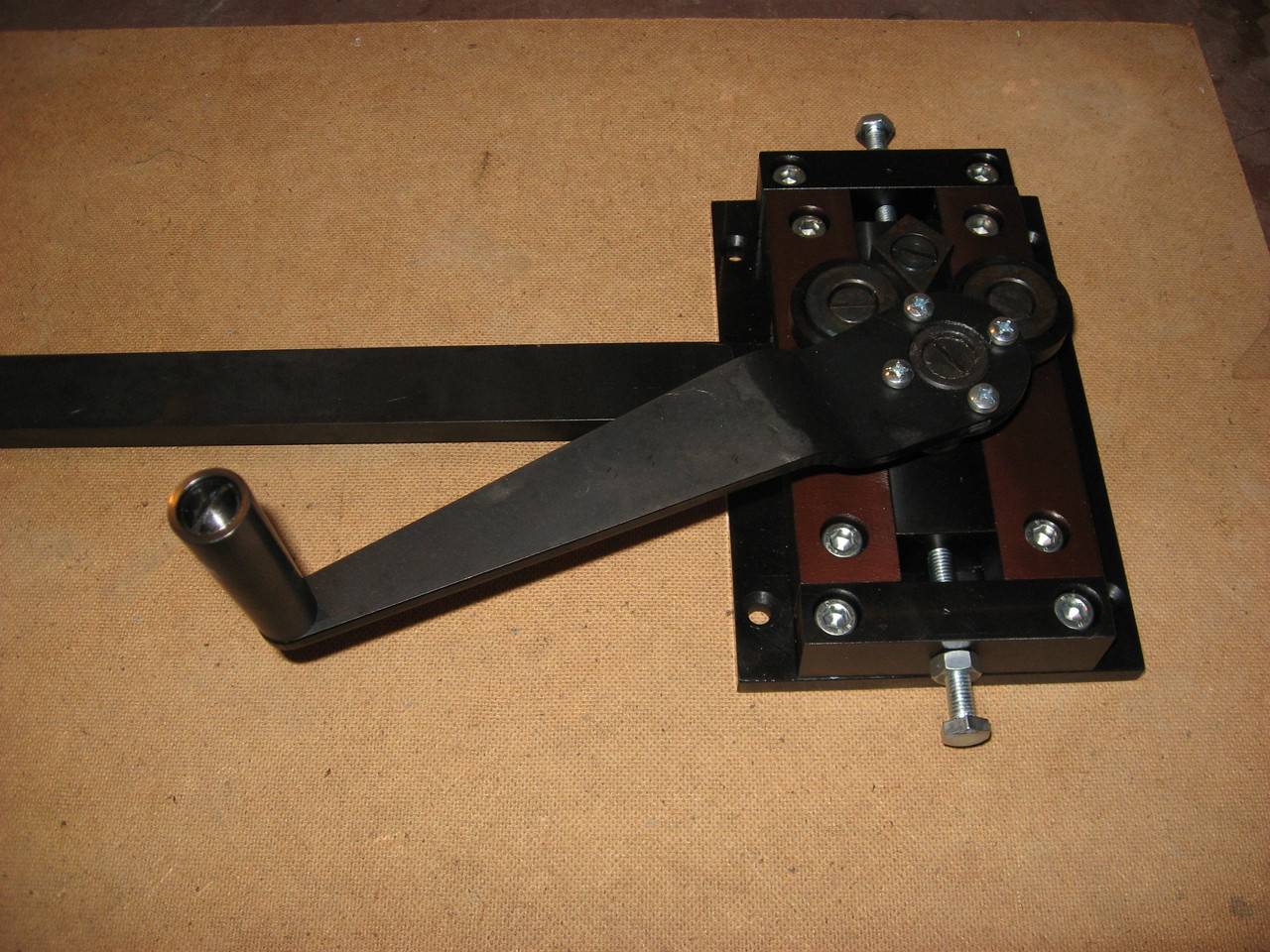
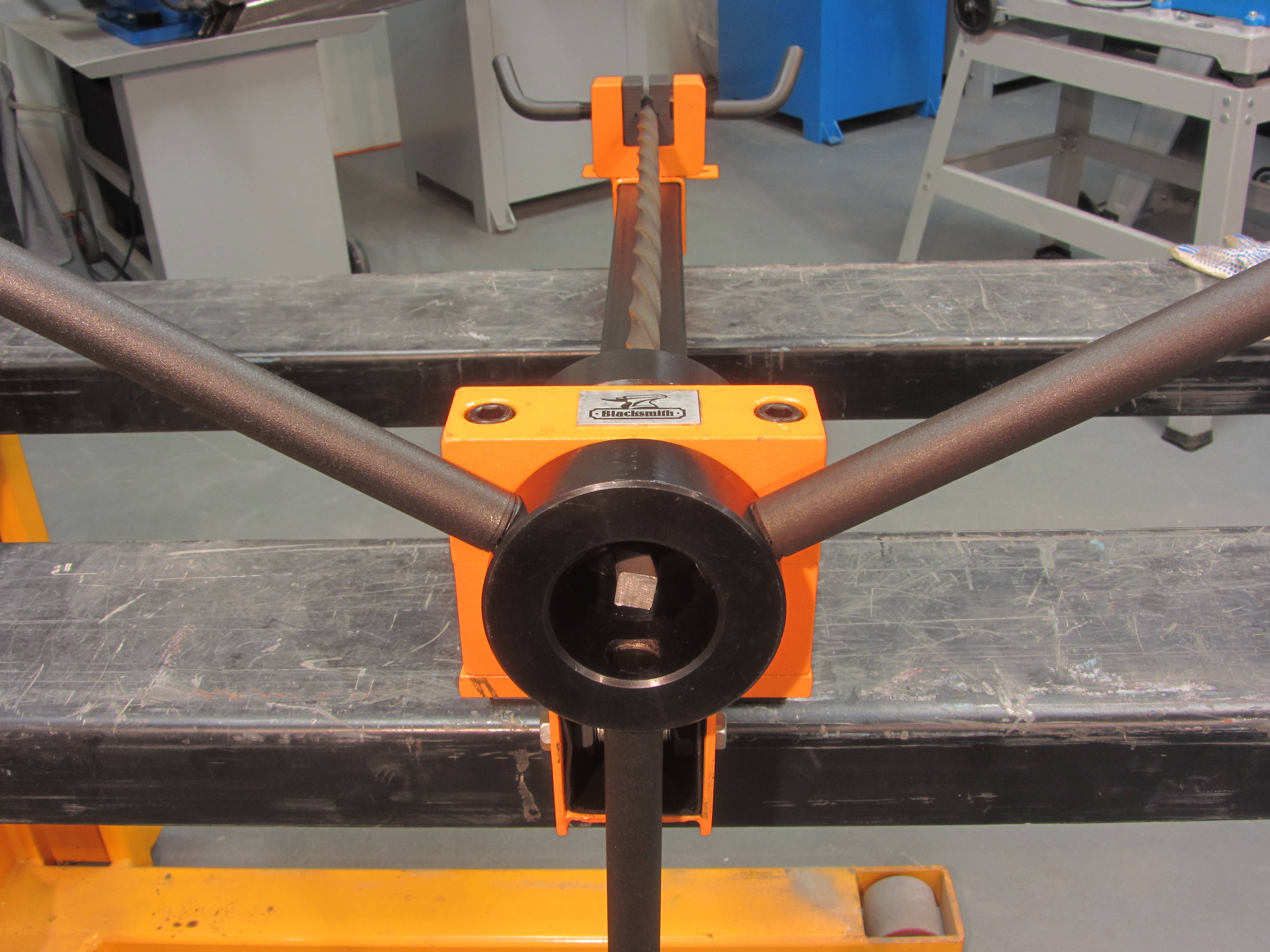
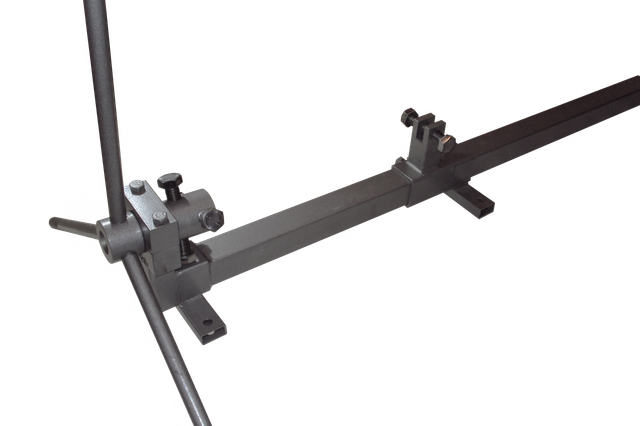
Гибочные станки — гнутики
Очень часто гибочные станки называют гнутиками. Приспособление для загиба прутка на определенный угол имеет такое же наименование. Простая оснастка, состоящая из роликов и упоров, гнет по заданному шаблону прутки и стальные полосы.






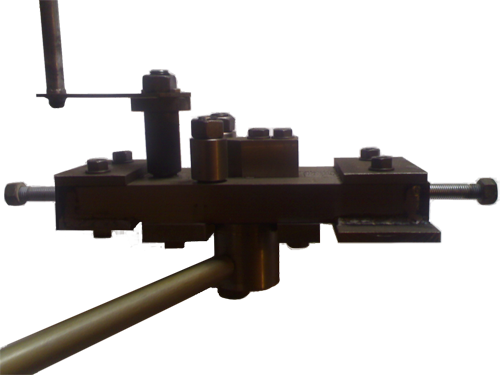


Самодельный гнутик
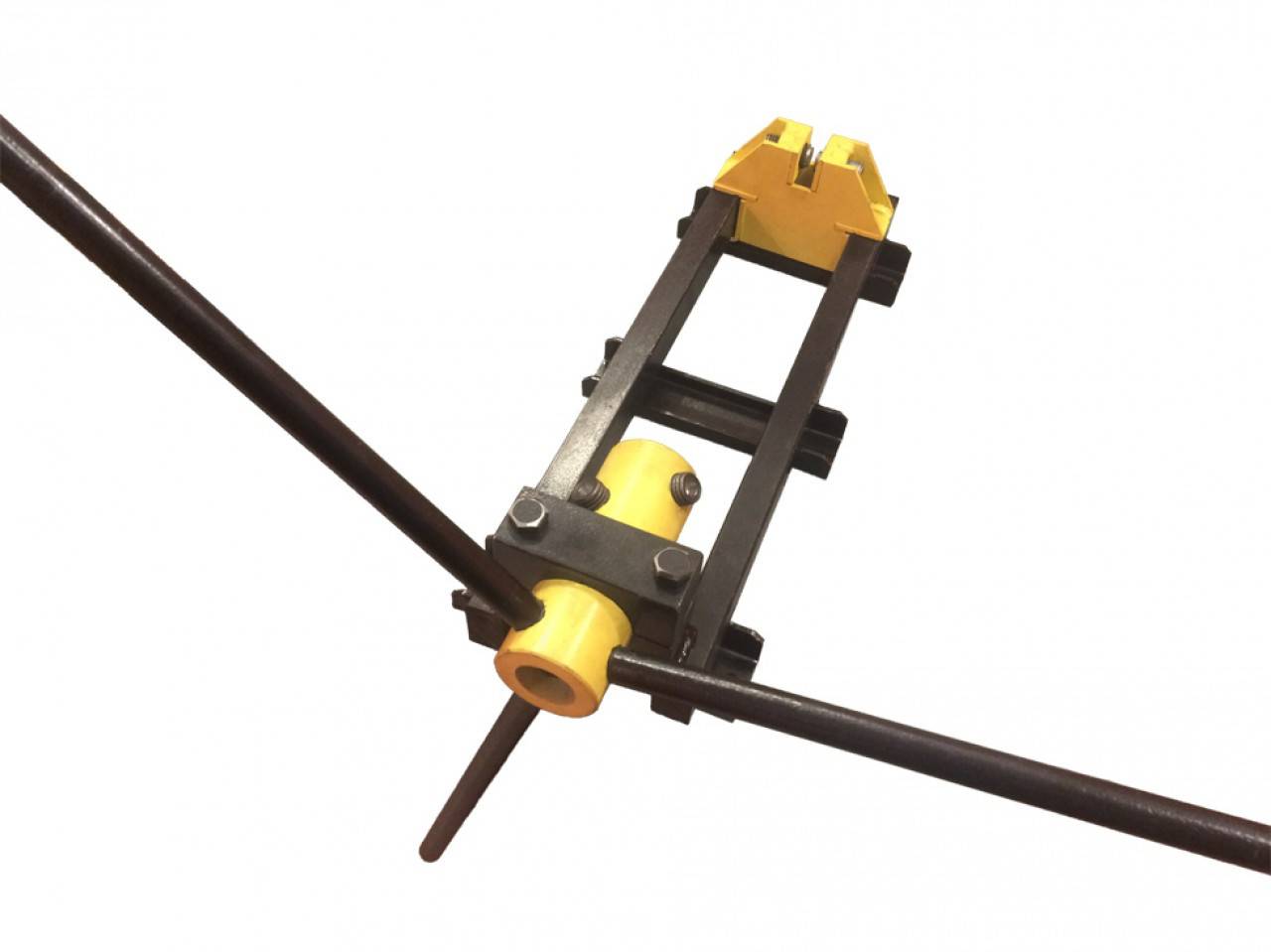
Волна
Приспособление, основными частями которого являются подвижный и неподвижный ролик с упором, позволяет получать волнистый контур на прутках. Волны могут быть разные по длине и амплитуде.

Станок для холодной ковки типа Волна
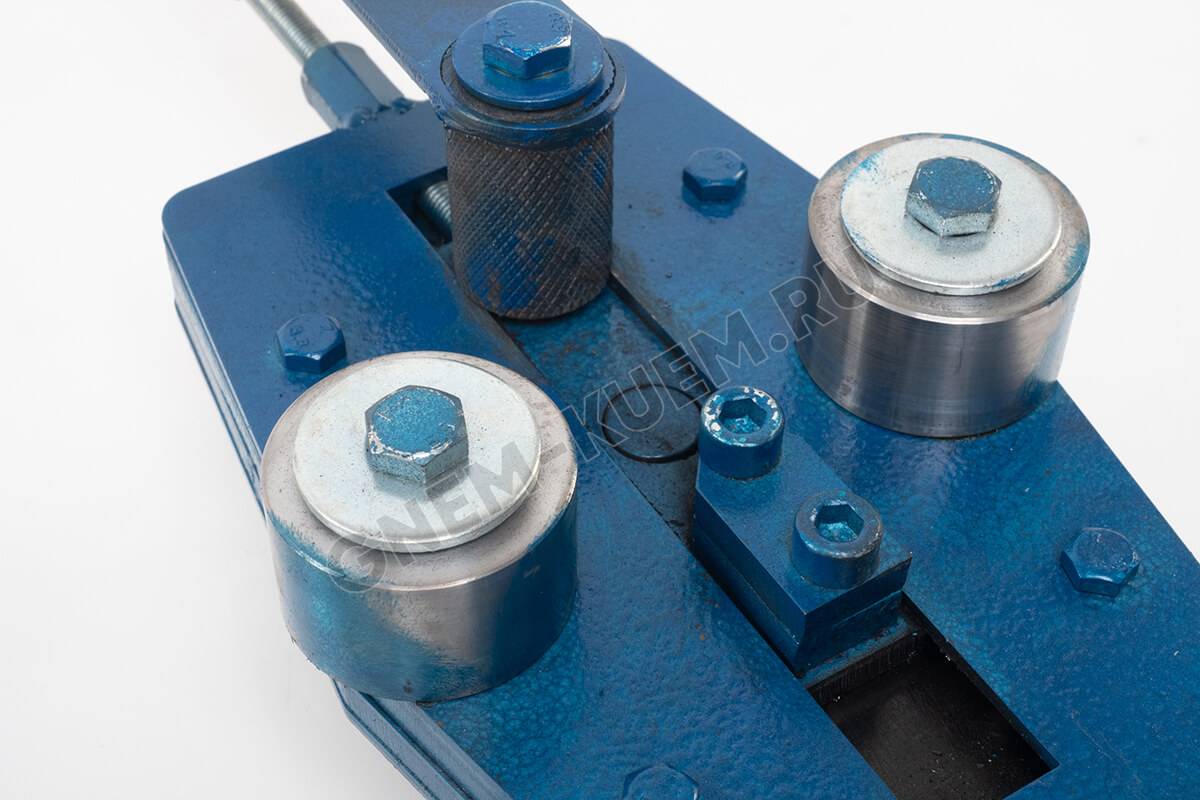
Вальцы для гибки по радиусу
Ручное приспособление для гибки профильных труб, по другому трубогиб, можно изготовить своими руками. Самым простым примитивным приспособлением гнут трубы, требования к которым по точности гиба невысоки. Если в самодельную конструкцию заложить дополнительные приспособления, например домкрат, готовые гнутые элементы будут изготавливаться с меньшими потерями сил.

Штамповочные вальцы
В холодной ковке присутствуют элементы под названием гусиные лапки. Получить его раскаткой легко на предназначенном для этого штатном оборудовании. В то же время разработаны приспособления для выполнения этой технологической операции. Выполнены они в виде самодельных штамповочных вальцов или штамповой оснастки. Для изготовления таких самоделок требуются высокая квалификация исполнителя и специальные материалы.

Кондукторы
В качестве приспособлений в станках-улитках для получения завитков, спиралей применяются кондуктора. Они представляют собой оправки, контур которых соответствует изготавливаемым элементам. Станки имеют два основных вида конструктивного исполнения:
- кондуктор выполнен в виде разборного поворотного шаблона с находящимся в его оси воротом;
- с неподвижно закрепленным кондуктором и обкатным роликом.

Создание завитка для балясины на самодельном кондукторе
Если к станку-улитке с поворотным лемехом добавить дополнительно еще один ворот, можно получать изделия с плавными волнами. Изменяя расстояния между воротами, получите разнообразные по контуру волны.
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Обратите внимание! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом)
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
 Элементы холодной ковки можно использовать для украшения лестницы.
Элементы холодной ковки можно использовать для украшения лестницы.
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.

Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.







С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
Как сделать станок наборной улитки?
Основа конструкции наборной улитки мало чем отличается от предыдущего станка. Также потребуется вырезать из стального листа основу-пластину, на которую будут в дальнейшем крепиться наборные детали. Дальше сделайте следующее:
- Из стальной пластины сформируйте плоскогубцами центральный (начальный) элемент для загиба спирали.
- Прикладывайте полосы к основе и отмечайте маркером на подложке места отверстий для сверления — в них вы будете затем фиксировать разные детали комплекта.
- Зачистите все срезы на заготовках наждаком.
- Приварите центральный элемент к основе или закрепите на этой детали фиксаторы из прутков и просверлите дырку в месте установки.
- Приварите профильную трубу и пруток.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Справка. Разнообразие декоративных деталей из металла представляется производителями и поставщиками подобной продукции, которые собраны в разделе «Где купить или заказать кованые элементы».
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.









Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Ручной привод или электрический?
Электрический привод можно установить на любой станок. Другой вопрос – нужно ли? И снова решение зависит от ваших планов. Электрический привод позволит вам сэкономить собственные силы. Но это не главное его преимущество. Вращательный момент при электрической силе будет более равномерным, а это приведет к ровным и одинаковым элементам ковки.
Чертеж станка для холодной ковки.
Претендент номер один для электрического привода – торсионный станок, где равномерность винтового скручивания вручную соблюсти чрезвычайно трудно. Выполнить его тоже очень просто. Понадобятся полуось ведущего моста старого автомобиля, зубчатая пара дифференциала, защитный рукав. Мощность самодельного двигателя не должны быть высокой – не больше трех кВт и не выше 900 оборотов в минуту.
Что же касается электрификации остальных станков, решайте сами. Если вы планируете заниматься холодной ковкой для собственных нужд, электрическая тяга вам вряд ли понадобится.
Желаем прочных улиток, качественных прутьев и настоящих ценителей вашего кузнечного искусства.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.





