

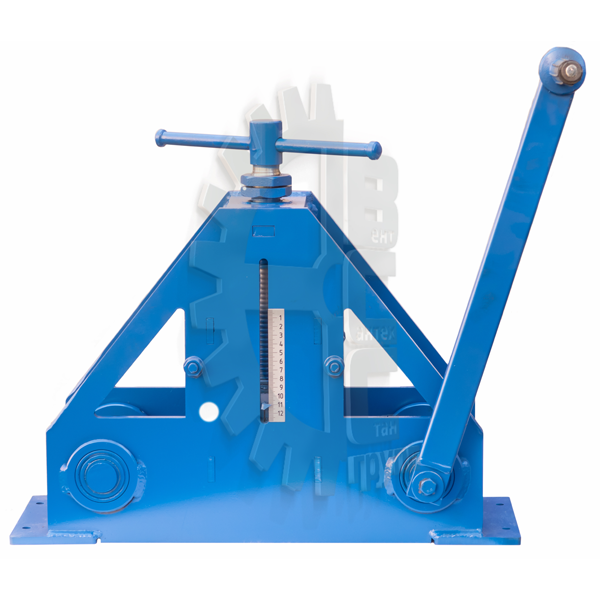
Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
Вертикальные оси с оснасткой располагают в подшипниках качения. Приспособление прикрепляется к слесарному верстаку или другой опорной поверхности.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .
Как сделать профилегиб своими руками
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.

равный диаметр с трубой
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.
Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
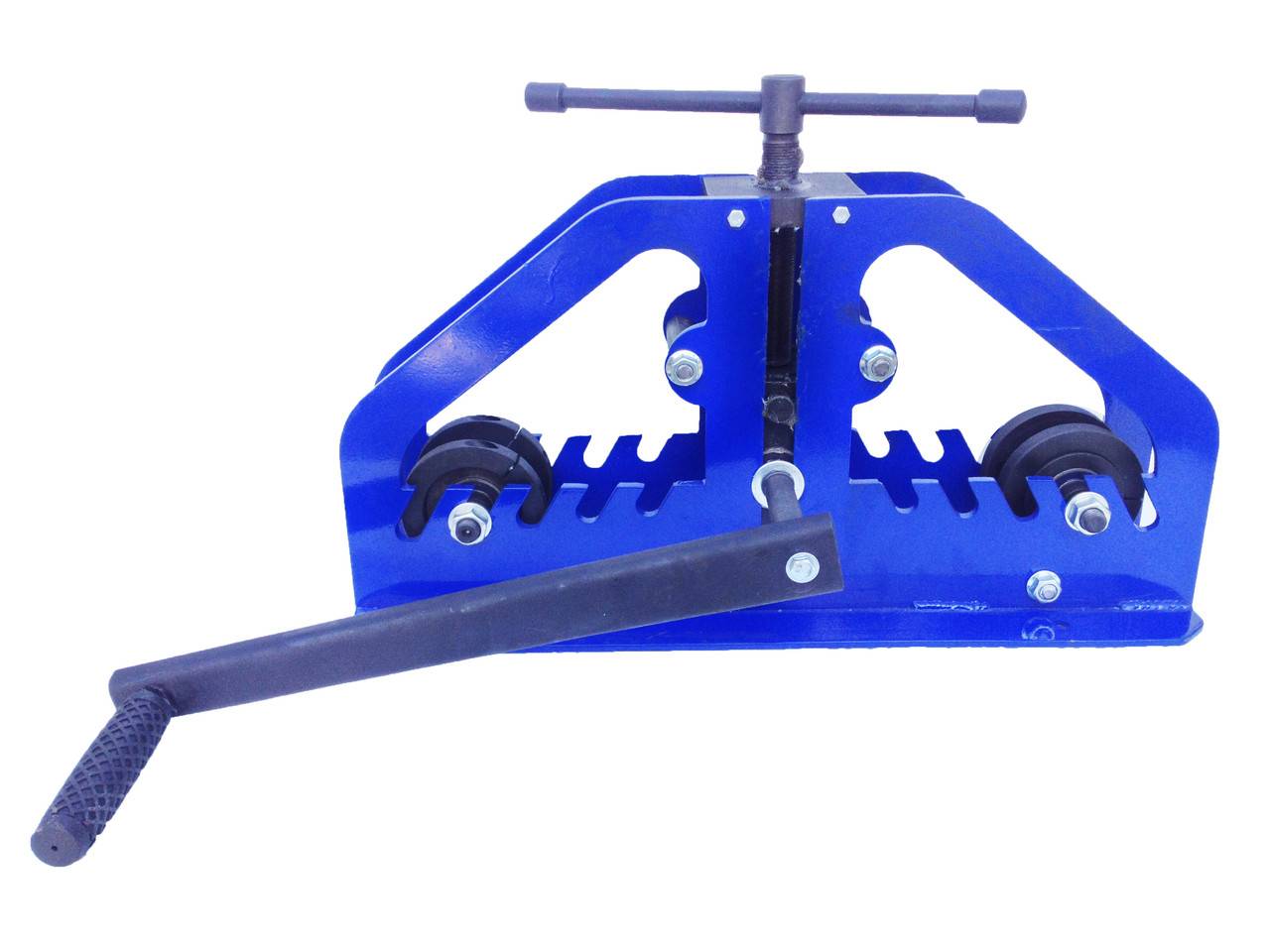
Арбалетный трубогиб
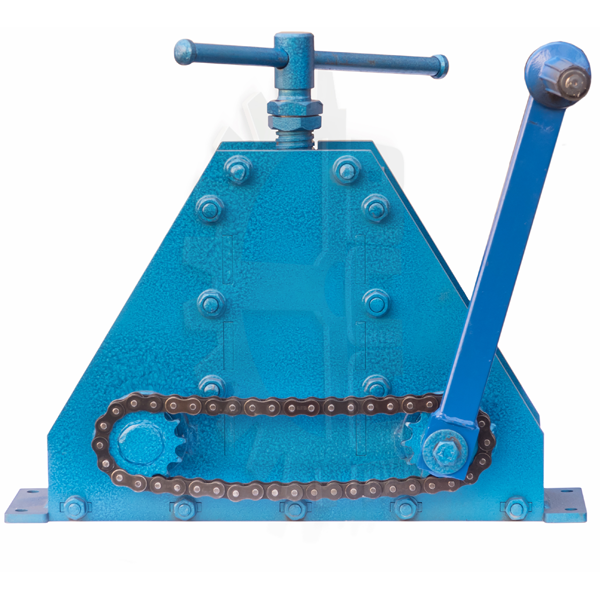
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
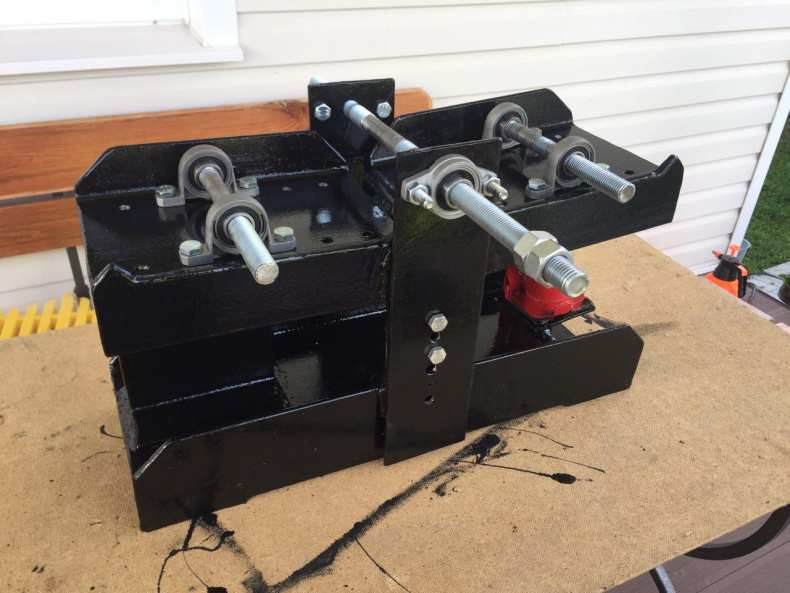
Изготовление домкратного трубогиба
Домкратный трубогиб является самым элементарным инструментом для деформации металлического профиля и труб, который можно соорудить самостоятельно. Для его изготовления потребуются такие изделия:
- автомобильный домкрат;
- два швеллера шириной 100 мм и длиной по 60 см;
- четыре уголка со сторонами 50 мм и длиной по 40 см;
- основание-станина;
- два валика в виде песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления валиков;
- полукруглая насадка для домкрата с внутренним углублением.
Если заготовка исходных материалов и процесс сборки покажется вам излишне трудоемким, то гидравлический трубогиб лучше приобрести в готовом виде. С правилами выбора оборудования ознакомит рекомендуемая нами статья.
Для изготовления домкратного трубогиба необходимо:
- Приварить четыре уголка в вертикальном положении к станине.
- В швеллерах от центра к краю просверлить в обе стороны отверстия для болтов, которые будут удерживать валики.
- На каждые два уголка поставить ребром швеллер и приварить его. Оба швеллера должна быть повернуты друг к другу основаниями, и расстояние между ними должно равняться длине валиков.
- Вставить между швеллерами валики в симметричных местах и закрепить их болтами.
- Установить на винт домкрата полукруглую насадку и поставить гидравлический инструмент в центр станины между швеллерами.
После сборки конструкции можно класть трубу снизу валиков и прижимать её по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото из
Ржавые детали домкратного трубогиба
Установка валиков между швеллерами
Одевание насадки на домкрат
Как происходит работа домкратного трубогиба
Недостатком данного устройства является его статичность, ведь прокрутить всю длину профиля через трубогиб не получится.
К плюсам домкратного трубогиба относится дешевизна, простота конструкции и отсутствие необходимости в тяжелом физическом труде.
Желающие сделать станок для работы с профильными трубами массу полезной информации найдут в следующей статье, с содержанием которой мы советуем ознакомиться.
Создание самодельной конструкции
Перед самостоятельным изготовлением механизма нужно выяснить, какой нужен радиус изгиба. Это поможет правильно выбрать нужное вам устройство. Необходимо помнить, что для работы с любым из них надо знать максимально допустимые угол и радиус сгибания, а также учитывать толщину и общий диаметр изгибаемой трубы.
Изготовление прокатного механизма
Вальцовочный механизм можно изготовить из дерева, причем можно обойтись даже без прижимного ролика, если требуется сгибать тонкостенные трубы. В качестве шаблона можно применять доску, главное — чтобы ее толщина была больше диаметра трубы.
Шаблон в данном трубогибе фиксируют на основании, а с левой стороны от него закрепляют упор. Изгибаемую заготовку помещают между шаблоном и упором и сгибают. Нужно смотреть за тем, чтобы труба не выскочила.
Применение в данном механизме ручной лебедки поможет расширить возможности трубогиба за счет большего тягового усилия.
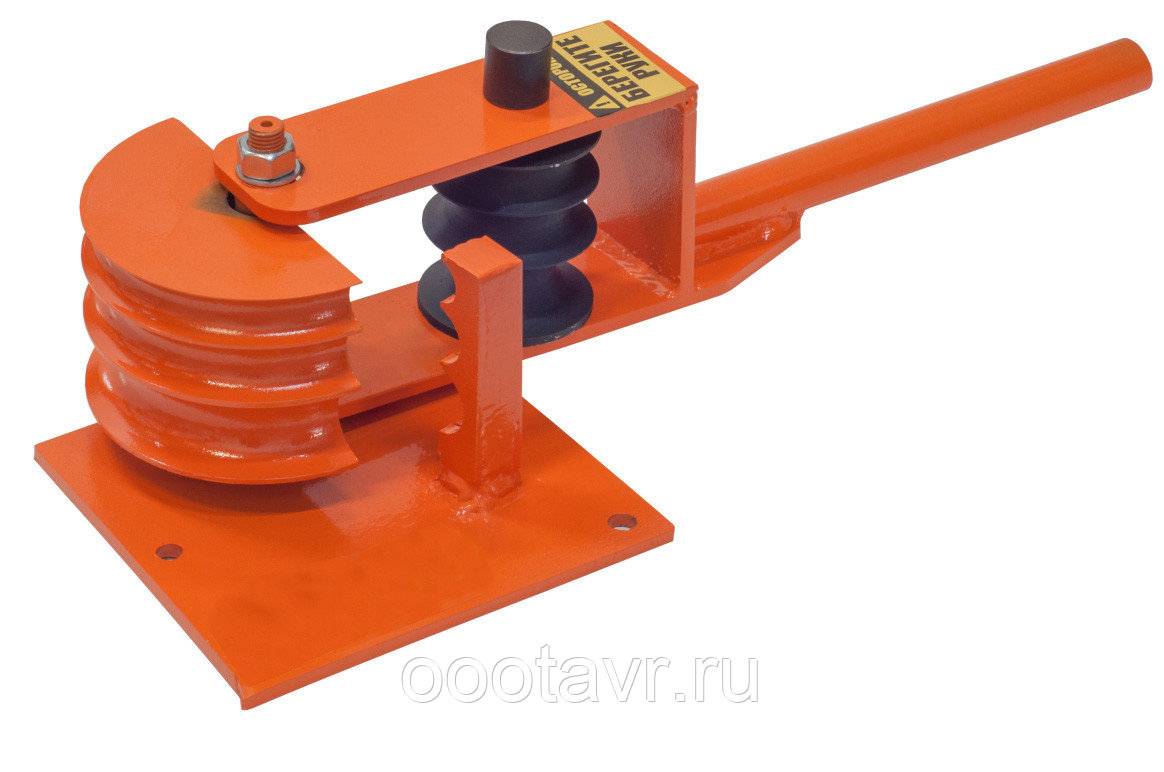
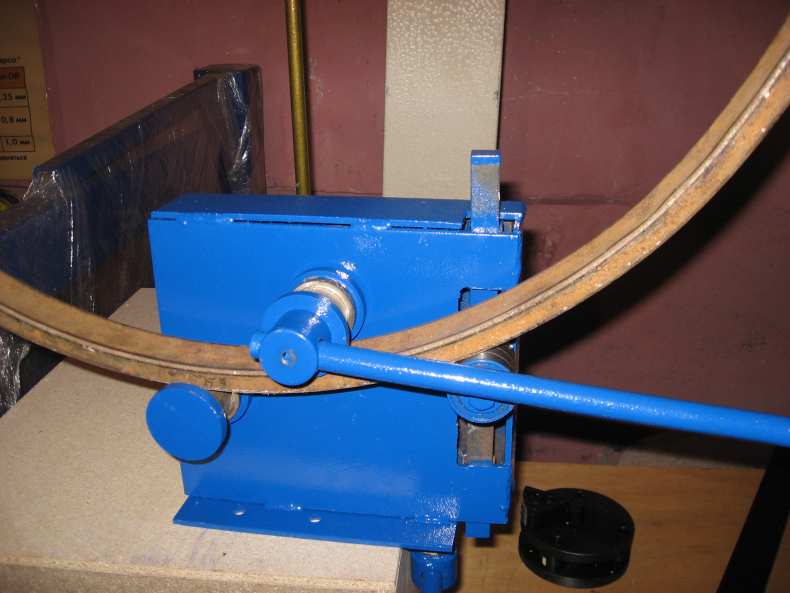
Делаем трубогиб с прижимным роликом
 При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
Изготовление намоточного устройства
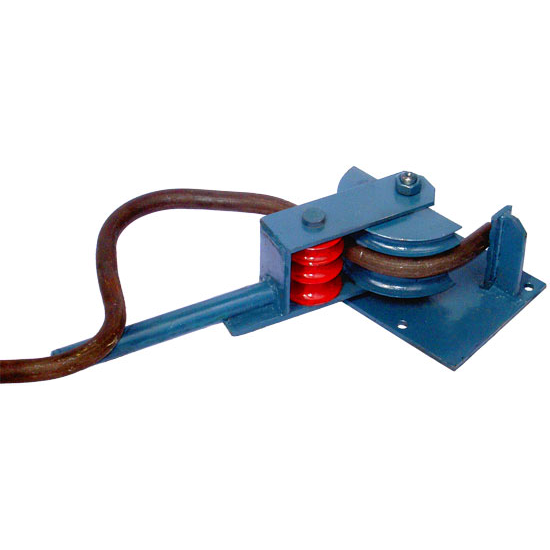
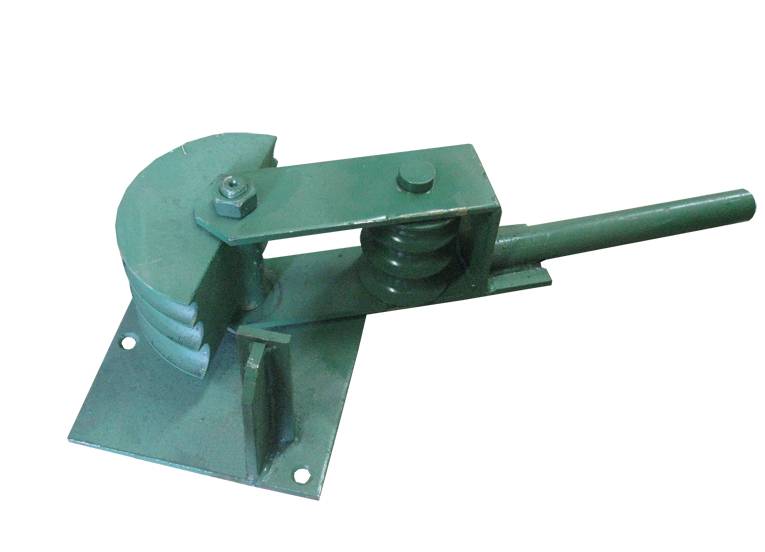
Для работы с мягкими материалами пригоден ручной намоточный трубогиб. В основе этого приспособления находятся 2 колеса, рама с прижимным валиком, рычаг и прочная станина. Сгибание при помощи этого устройства происходит по принципу оборота зажатой хомутом заготовки вокруг шаблона с помощью рычага и неподвижного ролика.
Существует намоточный трубогиб гидравлического типа. Он состоит из фрикционного колеса, к которому крепится трубка в точке изгиба. Колесо фиксируется на станине. В ее основании находится шток, приводимый в работу домкратом. На стержень подается серьезное усилие, которое передается рычагу, оборачивающему трубу вокруг шкива.
На приспособления намоточного типа нужно прикладывать много физических усилий, поэтому подвижный вращающийся ролик значительно уменьшит силу требуемого усилия.
Как создать трубогиб арбалетного типа
 Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
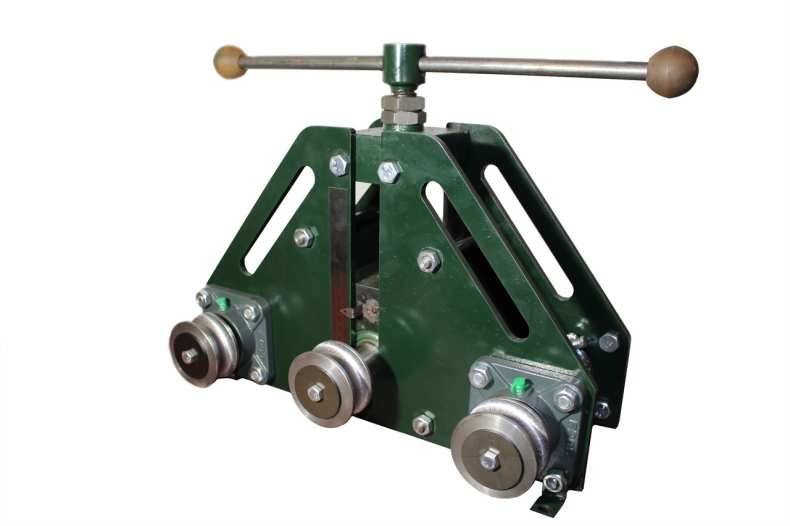
Самыми популярными и технологичными являются прокаточные трубогибы. Эти устройства просты в применении и позволяют регулировать радиус изгиба. Зачастую они оснащены электроприводом, который также позволяет уменьшить физические усилия. Помимо этого существует множество вариантов конструктивного изготовления данных устройств.
Любой трубогиб является относительно простым механизмом, и при желании можно создать устройство любого вида воздействия. Можно найти довольно много чертежей и фото самодельных устройств, которые легко повторить самостоятельно.








Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
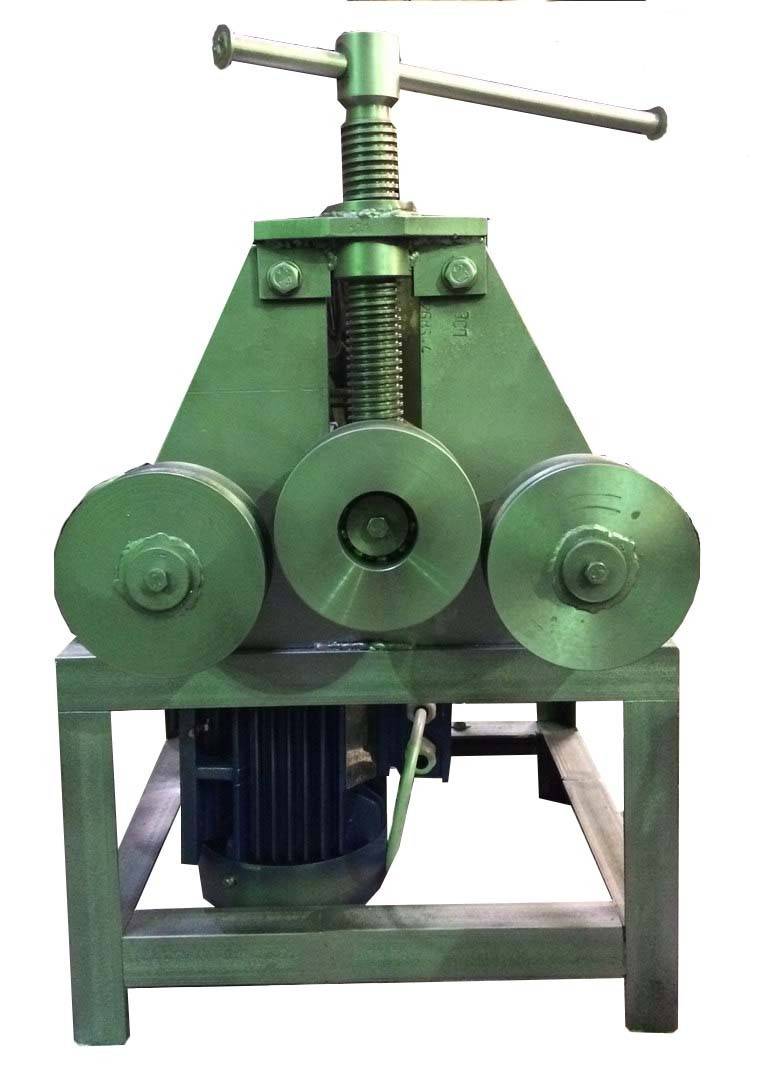
Стационарный промышленный трубогиб
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.

Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).

Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.
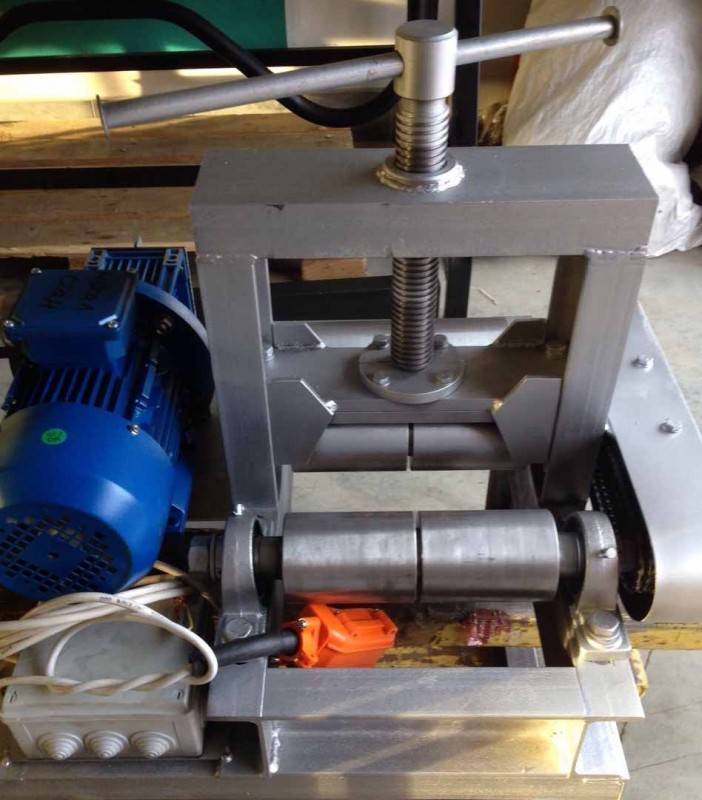















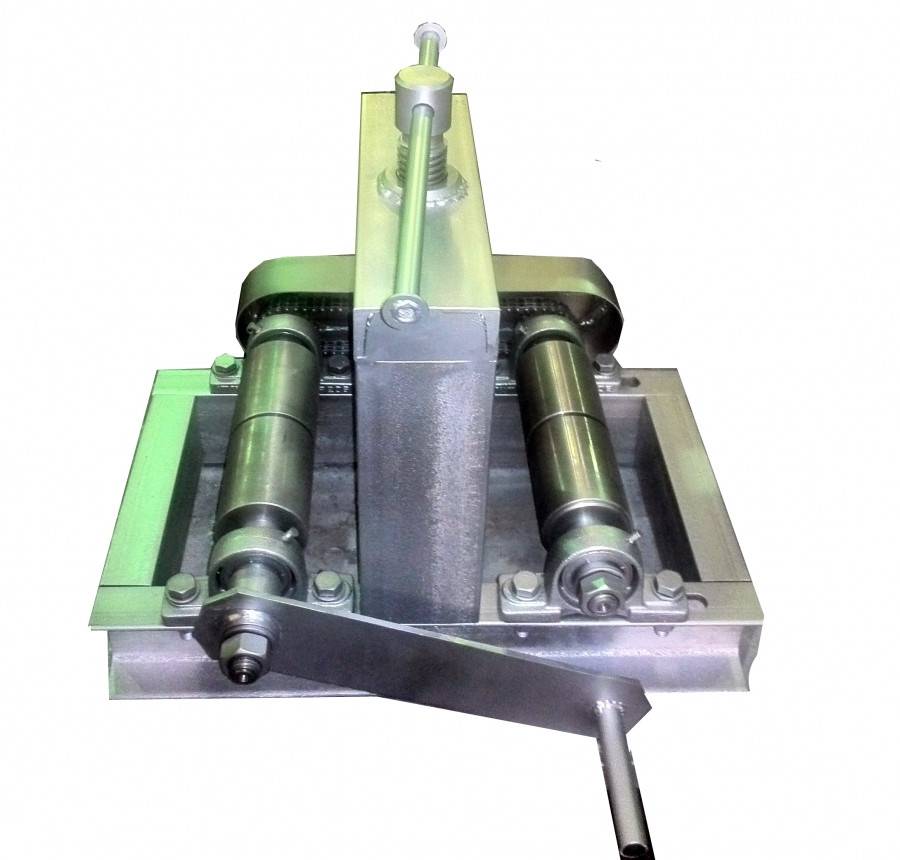
Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.

Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.

Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.
В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.








Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.

Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.

На швеллерах все элементы конструкции скрепляются болтами. Верхние 2 швеллера скрепляются один с другим через петлевой замок. При этом один из швеллеров хорошо скреплен с основой, а второй должен оставаться в «свободном» состоянии, это нужно для того, чтобы шток домкрата мог приводить его в движение.

Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.

Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.









Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
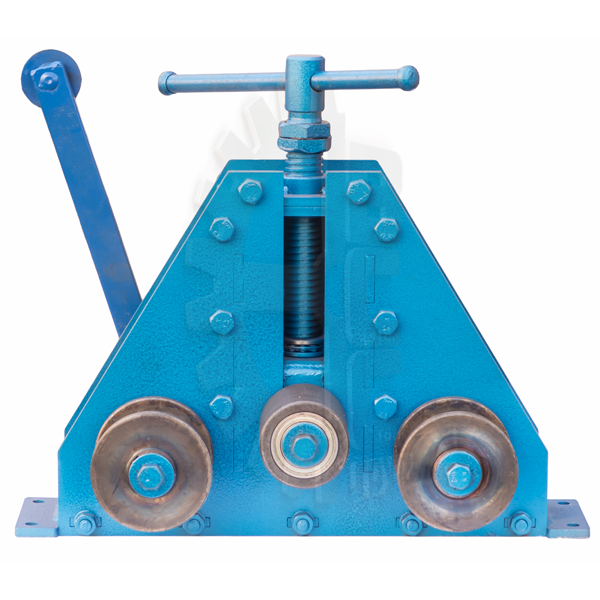
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.
Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.




Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
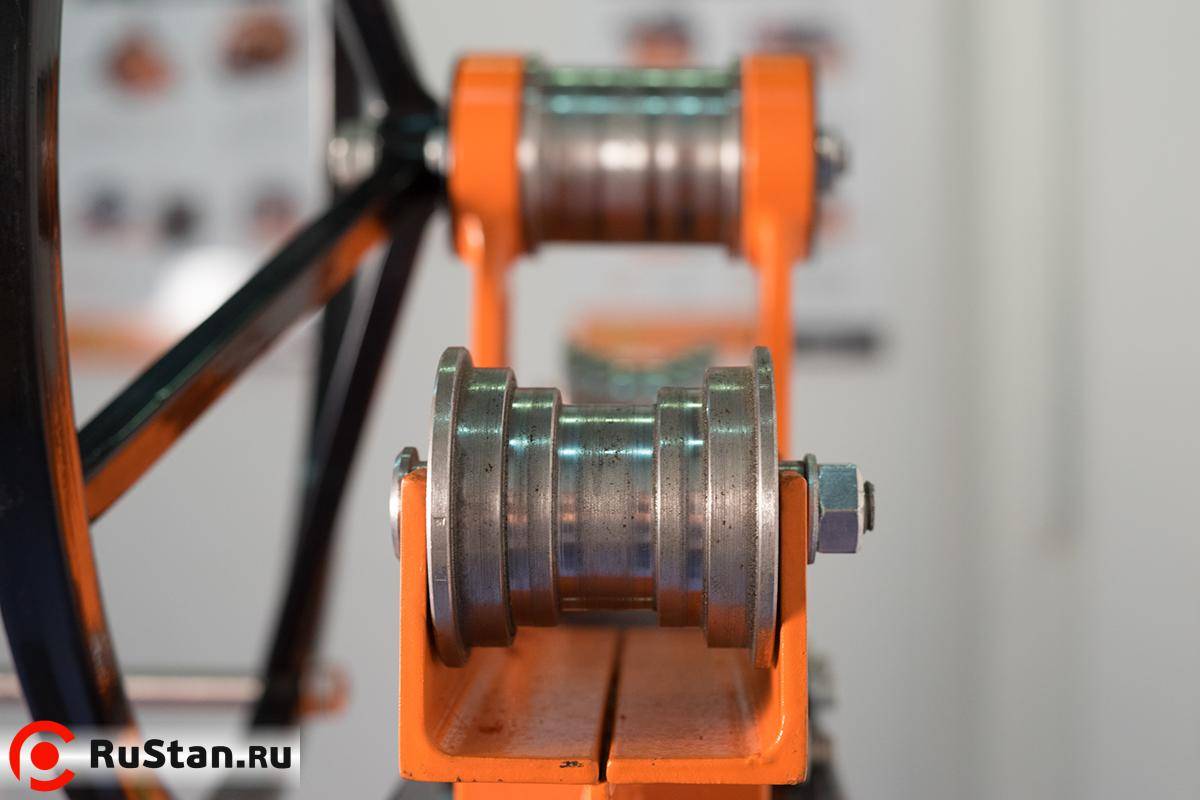
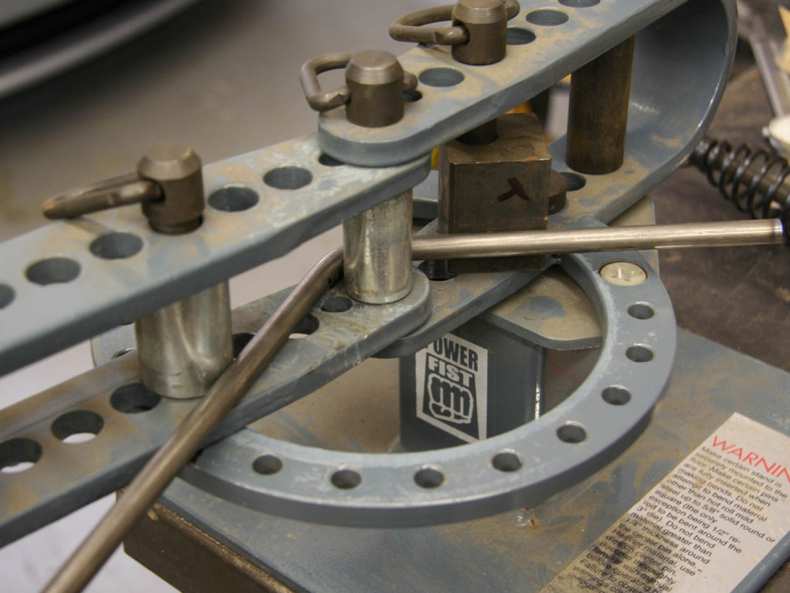
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.





