

Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.
Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
Существует два типа труб:
- Профильные;
- Круглого сечения.
В зависимости от потребностей нужно подобрать определенный вариант, но следует помнить, что работать с арматурами круглого сечения значительно легче, чем с квадратными. Дело в том, что при сгибе углы могут искривиться или сплющиться, к тому же, высокая вероятность появления трещин.
Фото — Теплица из профильных труб
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.
Фото — механический профилегиб
Существует два вида профилегибочного оборудования:
- Ручные;
- Профессиональные автоматические.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
Фото — ручной трубогиб
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.

Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.

Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.

ФОТО: YouTube.com Стальная трубка вставляется внутрь профильной трубы
Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.

ФОТО: YouTube.com Заготовка фиксируется при помощи болтов
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:

Так выглядит торсион и одноименный станок

Так делают «фонарик»

Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)

Станок «Волна» — для формирования соответствующего рельефа

Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.








Производство квадратных труб
На предприятие завозится специальная листовая сталь. Ее привозят в рулонах. Сначала рулон разматывается, а потом отправляется на продольную резку. Теперь, когда получились тонкие полоски, их объединяют, сваривая в очень длинный отрезок. Только так можно достичь непрерывного производства готовых изделий. На специальном барабане лента сматывается. Это позволяет создавать производственный резерв, что в свою очередь также является основой непрерывного производства квадратных труб.
После происходит разматывание ленты. Она подается на вальцы, которые делают заготовку. В результате получается труба с открытым швом. Когда собирается достаточное количество на половину готовых труб, начинается процесс сварки швов. Тут может быть несколько видов труб, которые будут отличаться характером свариваемого шва. Самыми прочными считаются трубы, которые сварены вольфрамовым электродом в аргоновой среде. Однако чаще всего применяется индукционная сварка электрическим током. Так можно получить большое количество продукции за короткий промежуток времени.
Когда изделие остынет, то его отправят на формировку опять на вальцы. Только тогда будет выполнено идеальное квадратное сечение. С помощью вихревых токов проверяют качество выполненных швов на трубах. Если на трубе будут впадины, ямки, плохие швы, трещины, то с помощью тока все это удастся определить и устранить брак партии.
В конце концов, происходит нарезание трубы на определенные куски. Дополнительно специалисты проводят визуальный контроль. Так можно увидеть те недостатки, которые не увидел дефектоскоп
Важно, чтобы квадратные трубы были идеального качества
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
 ФОТО: YouTube.comИзлишки трубы обрезаются при помощи болгарки
ФОТО: YouTube.comИзлишки трубы обрезаются при помощи болгарки
Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.
 ФОТО: YouTube.comВнутренняя трубка остаётся на месте, вытащить её уже не получится
ФОТО: YouTube.comВнутренняя трубка остаётся на месте, вытащить её уже не получится
Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.
Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
Остальные конструктивные особенности зависят от видов.
Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.
Сгибание трубы пружиной и паяльной лампой
Можно прибегнуть к ещё одному способу загибания профильной трубы. Для этого нужно из стальной проволоки диаметром около двух миллиметров сделать квадратную пружину. Изготовить её нужно таким образом, чтобы она входила внутрь трубы, но при этом не сильно там болталась. После того, как пружина будет изготовлена и вставлена внутрь трубы, предполагаемое место изгиба необходимо нагреть при помощи паяльной лампы либо иным способом, после чего, при использовании округлой болванки, труба загибается до необходимого радиуса. В принципе, если полученный результат по каким-то критериям не устроит, то работу можно переделать, но лучше следить за радиусом сразу, чтобы не пришлось выполнять одну и ту же работу дважды.
В дополнение к вышесказанному необходимо отметить, что упомянутые трубогибы могут быть как заводского изготовления, так и кустарного производства. Сложно сказать, как правильно гнуть трубы, какие приспособления при этом использовать — каждый здесь выбирает сам. На современном рынке рабочих инструментов встречаются даже гидравлические трубогибы, использование которых предполагает лишь минимальное приложение физической силы, если вообще его предполагает, но при этом данные модели достаточно дорогостоящие и подходят скорее для промышленных производств.
В принципе, конструкция трубогиба не особо сложна, поэтому при желании всегда можно построить станок дома. Возможно, это даже станет началом успешного малого бизнеса, так как спрос на готовую продукцию данного рода вполне возможен.
Но главное, что стоит помнить при проведении работ по загибанию профильных труб, — это то, что этот процесс потенциально травмоопасен, в связи с чем соблюдение правил техники безопасности является необходимым условием.
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.

Трубогиб иногда бывает крайне полезен
Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?

Проблема работы с трубогибом – на углу заметно, что изделие замято
В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.

А вот и результат сгибания трубы, когда внутри неё находится обычный песок
Комментарии излишни, результат говорит сам за себя.
Выгодно, красиво и долговечно
В частном строительстве наиболее популярно использование трубного профиля 25х25 мм в установке ограждений. Причем речь идет как об опорной конструкции, так и декоративной с кованым декором. Данный вид металлопроката выпускается с разным сечением, поэтому есть возможность, варьировать ограждение как по жесткости и возможным нагрузкам, так и по внешнему виду и стоимости.
Из трубы можно изготавливать недорогие и привлекательные ограждения с довольно низкими затратами. Самым простым вариантом исполнения является забор из профильной трубы с элементами ковки, подразумевающий сваривание опорной конструкции со столбами из трубы 25х25 мм и связующими металлическими рейками. Затем выполняется и наваривание вертикальной трубы с квадратным сечением до 10-15 мм на расстоянии 10-20 см.
Единственным недостатком этого вида металлопроката для изготовления ограждений и калиток является ее ключевая особенность – это полая структура. В результате ограждение получается более легким и менее дорогим по сравнению с продукцией, изготовленной из квадрата, но у него есть недостаток – это коррозия, возникающая внутри трубы.
При этом этот вопрос решается за счет декоративной отделки. Например, с использованием стандартного декора как пики, которые навариваются на окончание трубы, а затем все изделие покрывается защитным декоративным покрытием.
Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.

Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
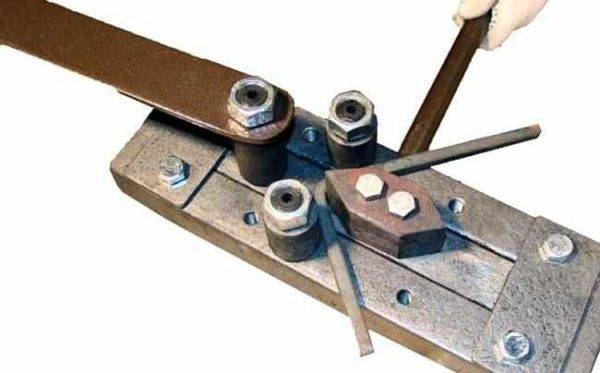
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.

- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
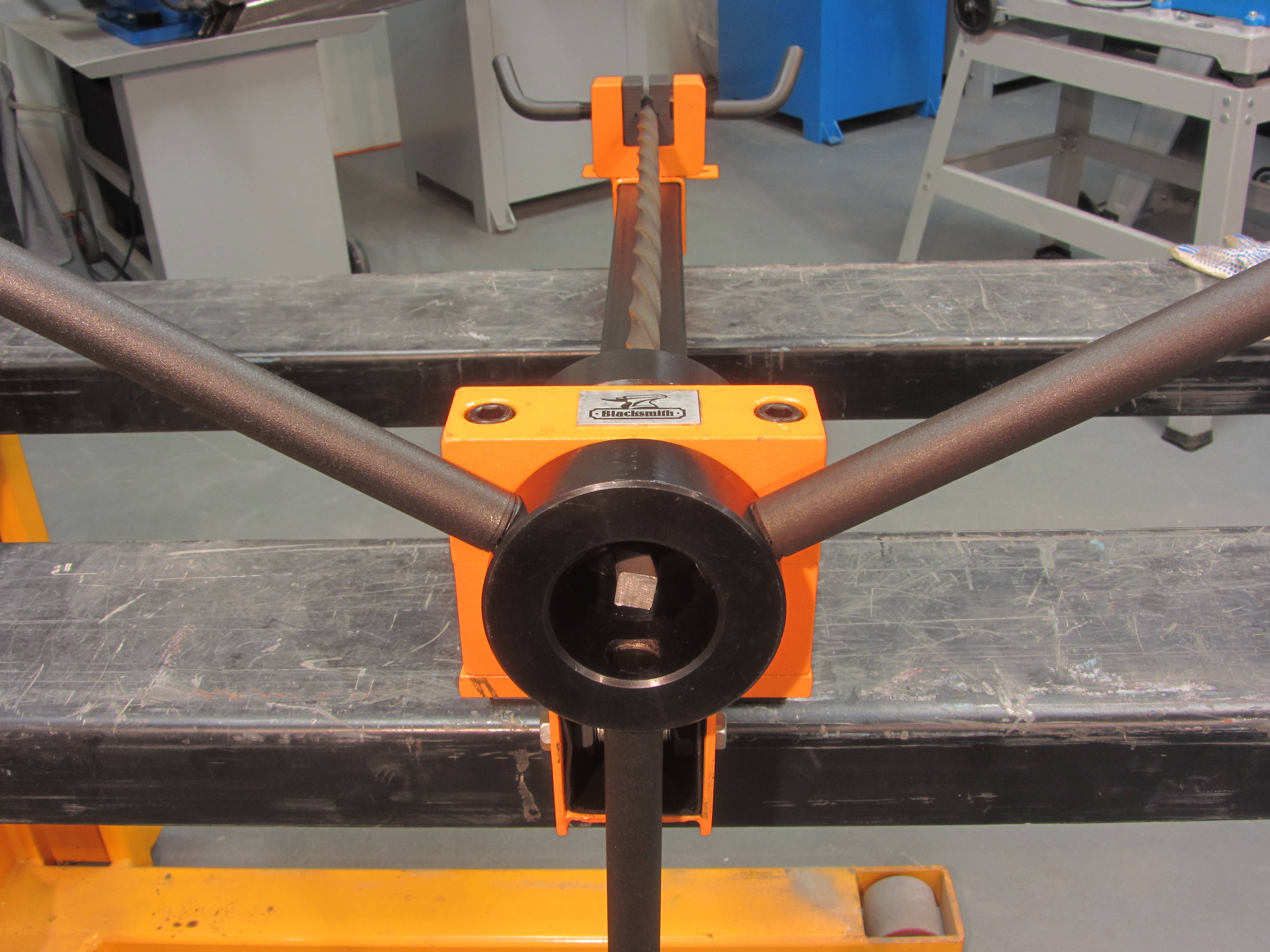
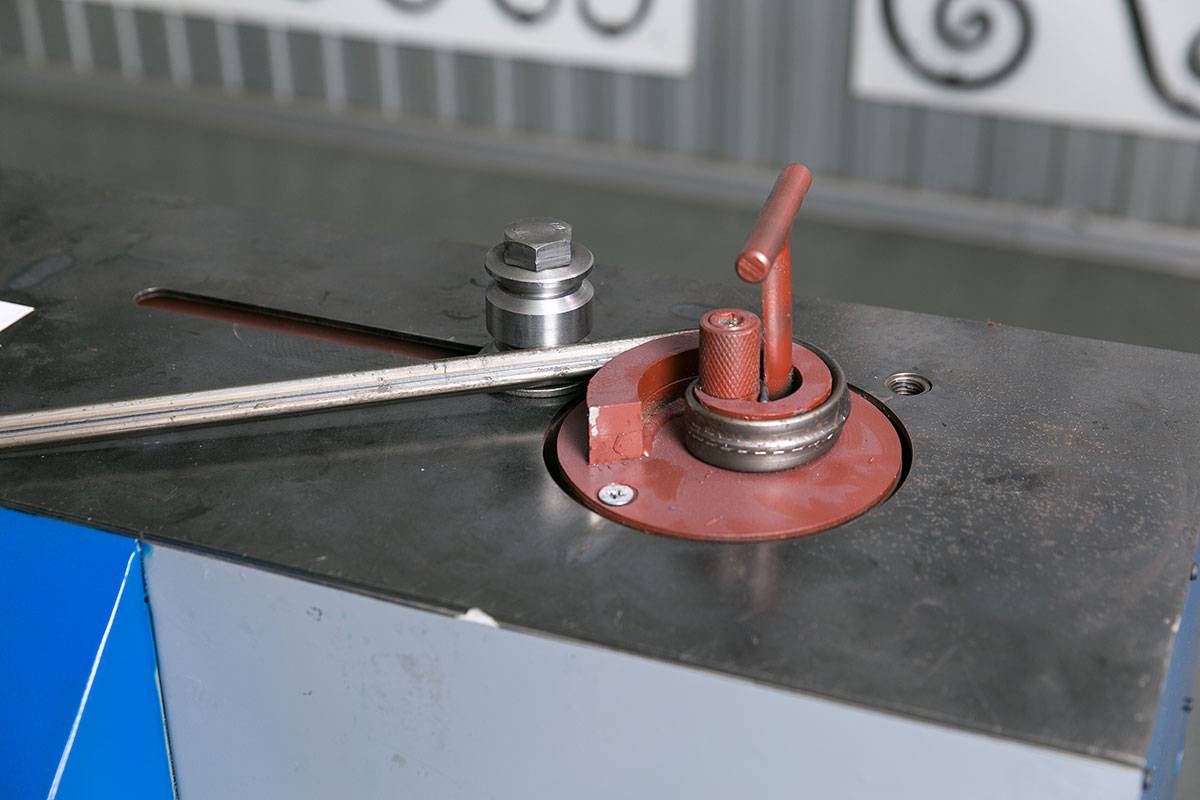
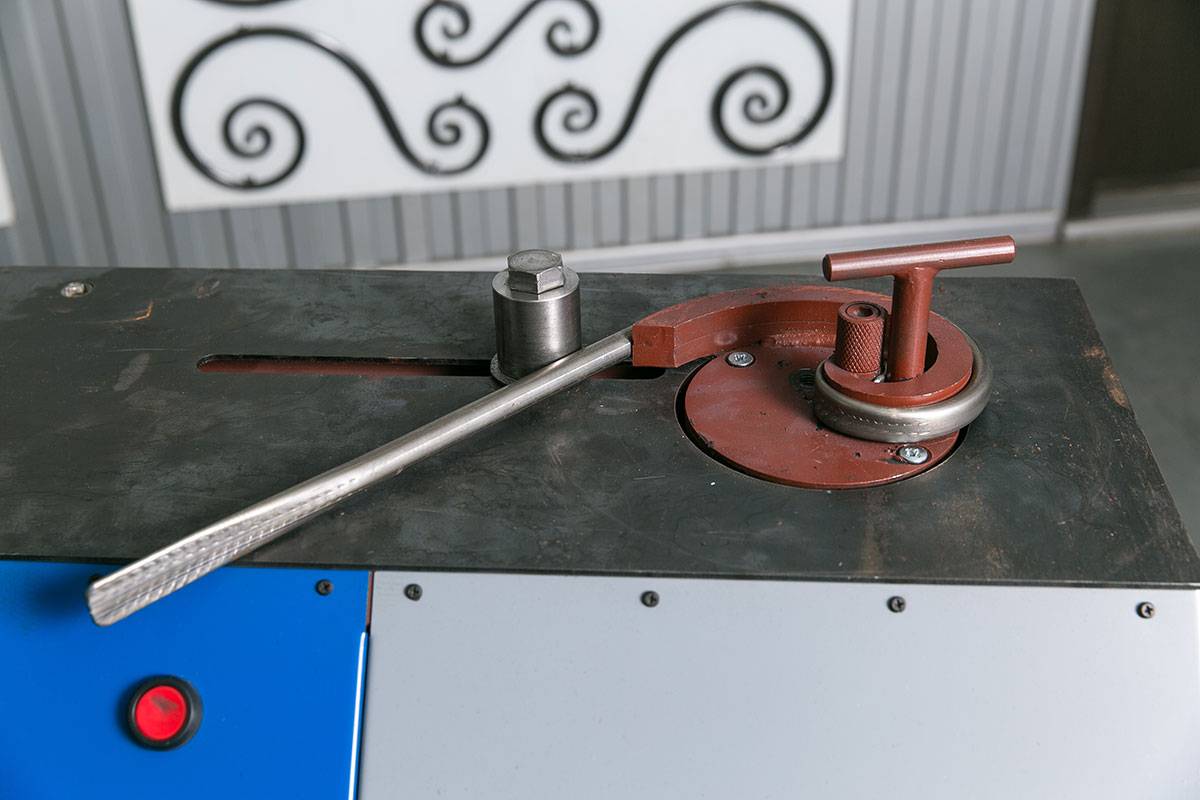
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.

Станок состоит из основания, на котором крепится передвижной блок для фиксации заготовки и механизм с лемехом для скручивания. Основные параметры оборудования:
- Максимальная и минимальная длина обрабатываемых изделий.
- Сечение заготовки, ее размеры. Они зависят от формы механизма крепления;
- Тип привода – ручной или механический. Для производства кованых изделий из профильной трубы в домашних условиях чаще всего используются бюджетные модели с ручным приводом.
Цена полного комплекта — от 16 800 рублей.
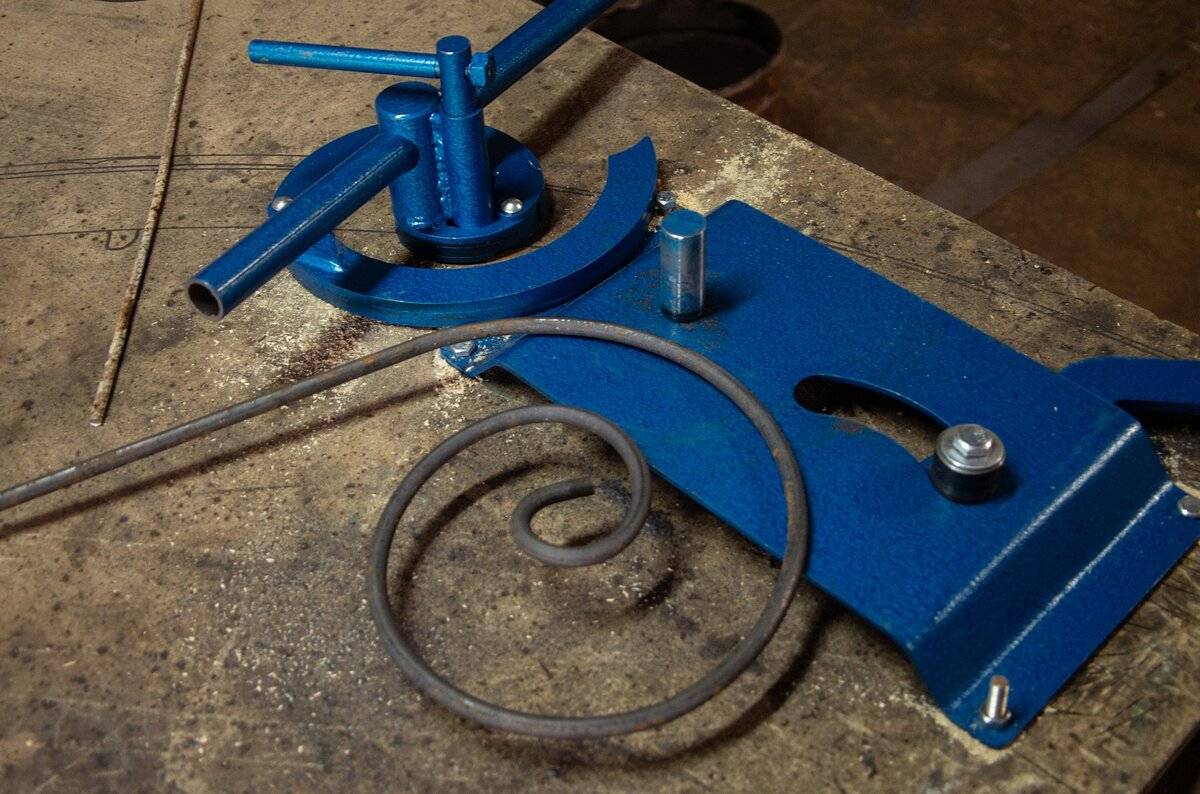
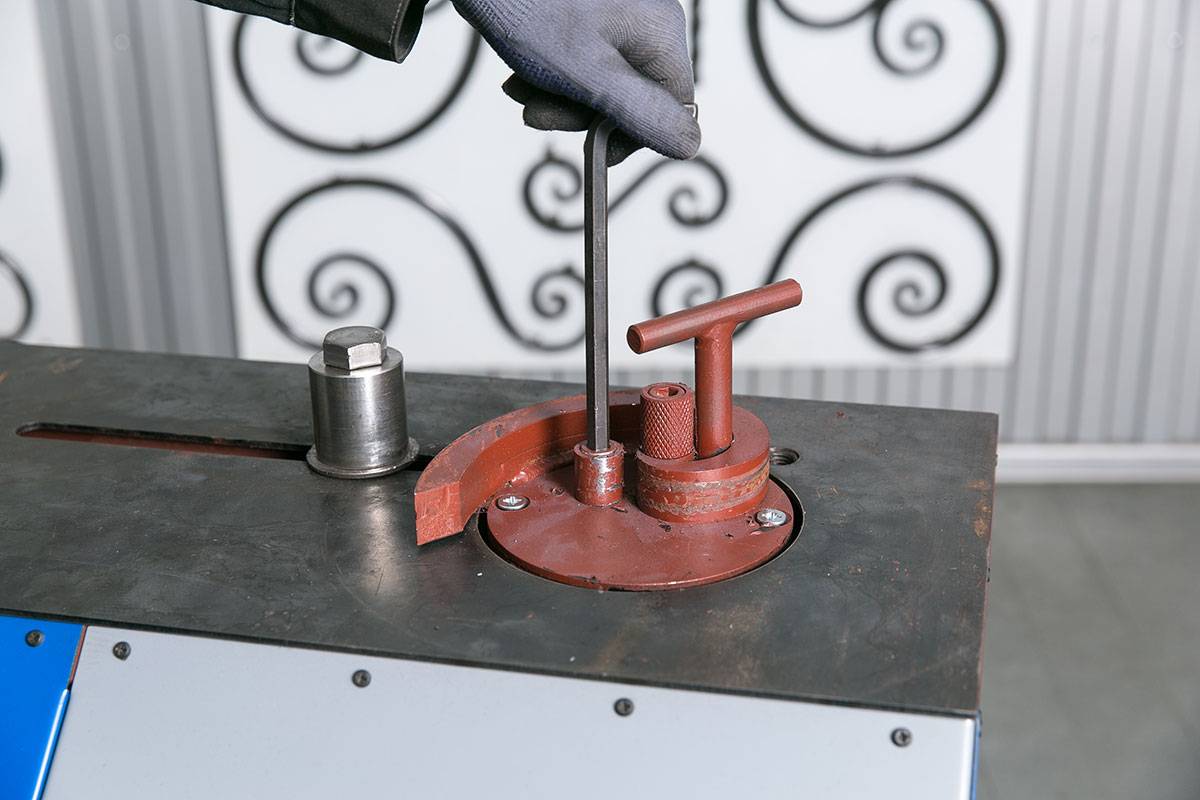
Улитка
С ее помощью делают спиралевидные компоненты. Устройство состоит из платформы квадратной или прямоугольной формы. На ней располагаются отверстия для установки опорных дуговых элементов. С помощью концевика выполняется фиксация трубы. Изгиб формируется при воздействии рычажного механизма с опорным роликом.

Характеристики улитки:
- максимальный и минимальный радиус изгиба;
- размер заготовки;
- допустимая степень механического воздействия.
Средняя стоимость бытовой улитки для гибки профильных труб составляет 12 000 рублей.
Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
При необходимости быстрого выполнения работ и сокращения физической нагрузки человека, используют станки с электромеханическим приводом. В остальных случаях приоритет отдается ручным станкам.








Ручные
Модели ручных станков могут выполнять все формы заготовок, применяемых в холодной ковке. Они достаточно компактны, чтобы не занимать много рабочего места. Однако номенклатура применяемых в обработке материалов ограничивается физической силой работающего на них человека. Практически любой станок из модельного ряда ручных станков можно изготовить самостоятельно, наибольшей популярностью пользуются гнутик и глобус.
Самодельный гнутик
С электроприводом
Станки с электроприводом используются в производствах с промышленным масштабом. За счет возможности работы с более крупным металлопрокатом расширяется номенклатура выпускаемых изделий.
Рабочая поверхность электрического станка
Некоторые операции холодной ковки, например, скручивание прутка вокруг своей оси, для получения более качественной заготовки рекомендуется выполнять на станках с электроприводом. Это оборудование сложнее изготовить самостоятельно, но вполне возможно.
Улитки
Самыми распространенными формами изделий холодной ковки являются спирали и завитки различного вида. Станки для их изготовления называют улитками. Основной трудностью в самостоятельном изготовлении этих станков является создание шаблонов.
Шаблон – формообразующая деталь станка от которой зависит внешний вид заготовки. Для разнообразия форм готовых изделий производитель должен иметь как можно больше разновидностей кондукторов (шаблонов). Заменой их на станке типа улитка получаются новые элементы.
Создание завитка для балясины на самодельном кондукторе
Для изготовления различных по форме спиралей и завитков самый простой способ выполнить их из полосы, например 4х25 мм. Согнуть их в достаточном количестве не составит большого труда. Приварив к пластине, получим готовый сменный кондуктор.
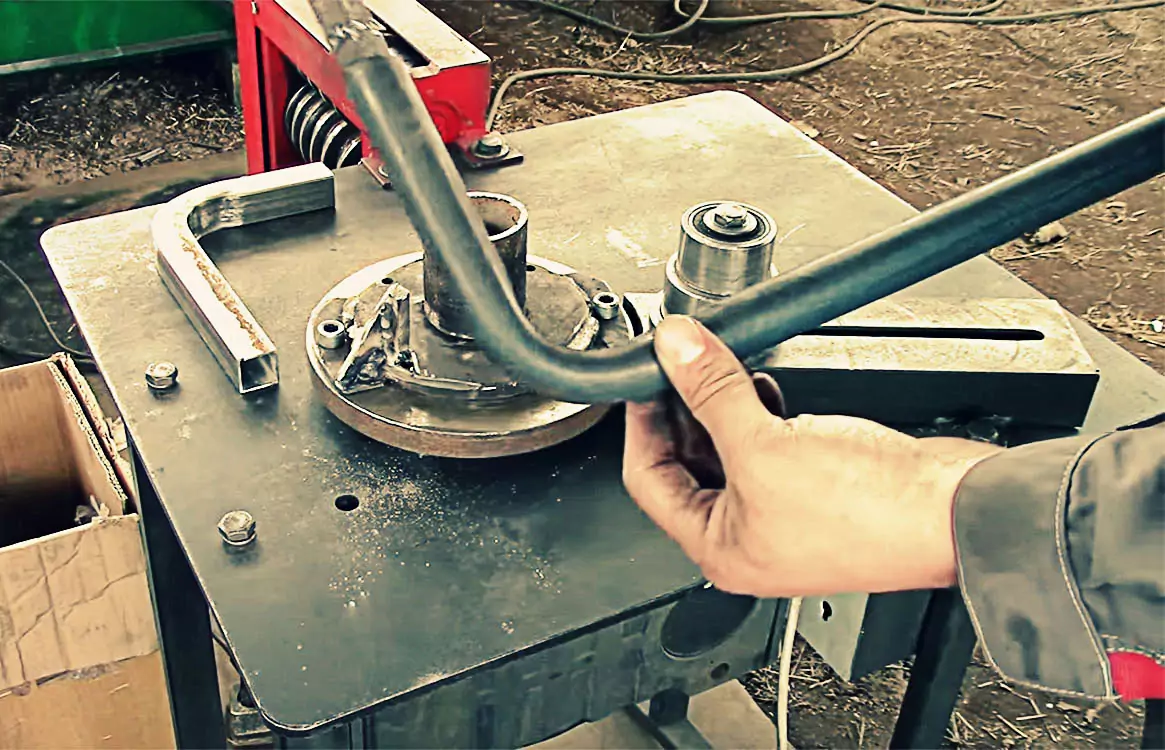
Для гибки профильной трубы, вальцы
Станки для гибки профильных труб можно изготовить своими руками. Такие трубогибы работают по принципу вальцовки, тем самым снижается риск возникновения излома труб. Оборудование этого типа широко представлено в торговой сети. Однако возможность самостоятельно сделать работоспособное устройство, позволяет сэкономить финансовые средства.
Материалы для самодельного трубогиба найти не так трудно. Единственным недостатком такого изделия может быть не совсем презентабельный вид по сравнению с магазинным.
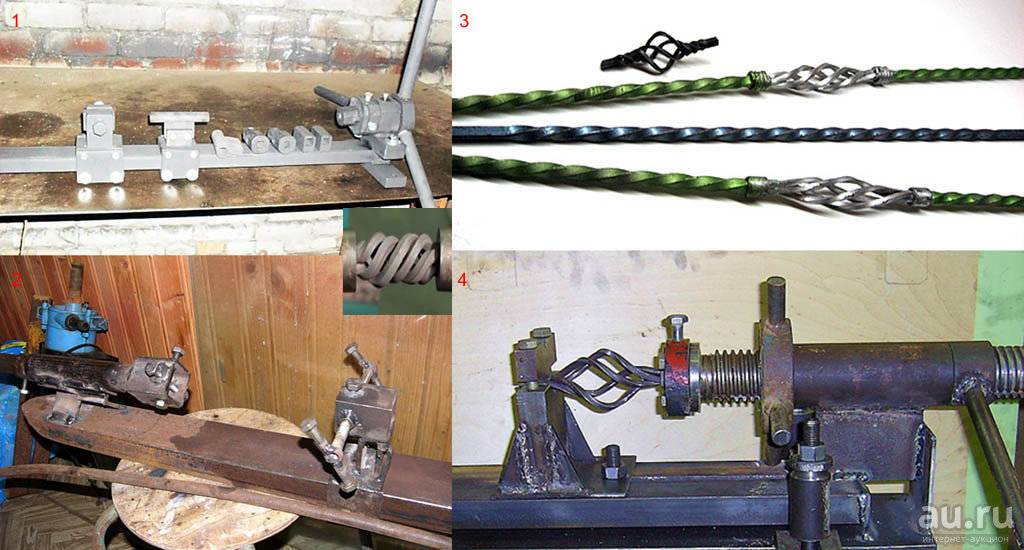
Торсионы для торсирования и фонариков
В разнообразии форм заготовок холодной ковки не последнюю роль играют скрученные вокруг своей оси изделия, а также полученные аналогичным методом объемные формы (фонарики). Станки для этих заготовок, причем с электромеханическим приводом, для получения более качественных элементов (по сравнению с ручным), изготавливаются самостоятельно многими производителями, работающими по технологии холодной ковки.
Для скручивания прутка в варианте изготовления своими руками, в самом простом варианте используются обычные слесарные тиски. Если несколько усложнить конструкцию с использованием возможности закрепления оправки, то в таком исполнении получаются элементы фонарик и корзинка.
Важность стилевого соответствия
Кованые формы, используемые при оформлении сада, ни в коем случае не должны выпадать из общего стиля, в котором выдержано основное строение и весь участок. Иначе даже красивое изделие может ощущаться чужеродным. Поэтому, делая заказ или выбирая орнамент для самостоятельной работы, следует как можно тщательнее изучить образцы художественной ковки.

Внешний вид кованых элементов должен соответствовать общему стилю сада
Вообще кованые элементы отлично вписываются в любой тип ландшафта. Они уместны в выверенной четкости французских парков, отменно сочетаются с изумрудной зеленью английских газонов, ловко вписываются в привычный российский усадебный уют, а уж для фонтанов и мрамора итальянского сада являются просто неотъемлемой частью.
Тут важно количество элементов в ковке и сам орнамент. Множество мелких деталей, пышность и объёмность изделия подойдет не каждому саду
Тяжелый стиль барокко уместен на участке большой площади, где обязательно будут перекликающиеся по орнаменту детали и дом, выполненный в том же духе. Зато для легкого и тонкого кованого изделия особые условия не нужны – отлично впишется в любой ландшафт.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Станок-улитка своими руками
Самый простой тип станочного оборудования для холодной ковки достаточно прост в изготовлении и может быть собран из подручных материалов своими руками.Станок улитка своими руками видео:
Для этого понадобиться вооружиться чертежами и деталями, необходимыми для сборки: • металлическими прутьями; • стальными листами и полосами; • профильной трубой из стали.Из инструментов понадобиться сварочный аппарат, плоскогубцы и болгарка.Чтобы самодельный станок служил верой и правдой в течение долгих лет, нужно следовать инструкции, приведенной выше, а также ознакомиться с видеоматериалом.
• Для нанесения изображения спирали и трех витков на металл следует использовать обычный лист бумаги. Армированный прут должен помещаться в резьбу и быть не больше и не меньше 10 мм в диаметре; • из стального листа вырезать две пластины (100х100 и 130х130 мм); • 3 см прутья и стальные полосы зачистить наждаком и избавиться от неровностей и заусениц; • Выполнить загиб стальных полос в соответствии с шаблоном инструкции, чтобы в результате у вас оказалось три спирали различной длины; • Приварить детали, руководствуясь схемой и чертежами. Проводить сварку нужно качественно, ведь именно от этого зависит долговечность станка; • Труба приваривается по центру станка на финальном этапе его изготовления.Руководствуясь инструкцией, схемой и советами вы получите отличный станок-улитку, сделанный своими руками!
Делаем улитку с рычагом
Чертеж станка для ковки. Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками — самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки. Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.





Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах — холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
Обычная профильная труба превращается в элемент декора для красивого забора
Обсудить 1





