

Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников)
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев
Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Метод индукционной пайки
Данная технология пайки имеет несколько преимуществ перед классическим способом соединения под расплавом. Среди них можно выделить минимальную степень окисления заготовки, что в некоторых случаях избавляет от необходимости применения флюсов, а также низкий эффект коробления. Что касается целевых материалов, то к ним относятся и мягкие, и твердые сплавы, а также керамика с пластиком. К примеру, оптимальный припой для меди в данном случае будет иметь маркировку L-SN (модификации SB5 или AG5). В качестве источника тепловой энергии при индукционном воздействии могут выступать как ручные ламповые аппараты, так и машинные агрегаты соответствующей мощности. На производствах задействуют и генераторные установки, когда нужно получить длительную спайку узлов большой площади. Также в работу включается многоместный индуктор, который может поочередно принимать заготовки. По этой технологии, в частности, изготавливают ручной режущий инструмент.

Что нужно сварить паяльником
Помимо самого паяльника вам понадобится припой, канифоль или флюс, желательно наличие подставки. Также в процессе вам могут понадобиться небольшой напильник и маленькие плоскогубцы.
 Чаще всего приходится паять медные провода, например, на наушники, при ремонте бытовой техники и т.д.
Чаще всего приходится паять медные провода, например, на наушники, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе от оксидной пленки. В то время как одножильные проводники все еще можно очистить вручную, многожильные проводники нельзя очистить обычным способом. Обычно их обрабатывают канифолью или активным флюсом, растворяющим загрязнения, включая оксидную пленку.
Хорошо работают и канифоль, и флюсы, проще использовать только флюсы – можно окунуть кисть в раствор и быстро обработать пряди. В канифоль нужно вставить проводник, а затем нагреть его паяльником, чтобы расплавленное вещество охватило всю поверхность металла. Недостатком использования флюсов является то, что если они остаются на проводах (и остаются), они постепенно разъедают соседнюю оболочку. Чтобы этого не произошло, все места припоя необходимо обработать – промыть остатки флюса спиртом.
 Припои и флюсы для сварки медной проволоки
Припои и флюсы для сварки медной проволоки
Канифоль считается универсальным средством, и флюсы можно выбрать в зависимости от металла, который вы хотите припаять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов используйте флюс ЛТИ-120 или бура. Самодельный флюс, сделанный из канифоли и денатурированного спирта (от 1 до 5), очень хорошо подойдет, к тому же его легко приготовить самостоятельно. Добавьте в спирт канифоль (желательно порошок или очень маленькие кусочки) и взбалтывайте до полного растворения. Таким образом, этим составом можно обрабатывать проводники и жилы перед пайкой.
Припои для пайки медных проводов паяльником используют POS 60, POS 50 или POS 40 – оловянно-свинцовый. Для алюминия больше подходят составы на основе цинка. Наиболее распространены ЦО-12 и П250А (в олове и цинке) марки А (цинк и олово с добавкой меди), ЦА-15 (цинк с алюминием).
 Удобно использовать канифольный припой
Удобно использовать канифольный припой
очень удобно использовать канифоль с припоем (поз. 61). В этом случае не нужно обрабатывать каждый проводник канифолью отдельно. Но для качественной пайки паяльник должен быть мощным – 80-100 Вт, способным быстро нагреть точку пайки до необходимых температур.







Вспомогательные материалы
Чтобы нормально паять провода паяльником, также понадобятся:
Файл. Перед работой паяльник затачивают. Он должен быть гладким и чистым, без нагара. Таким образом, он легко поддается сварке.
Вот как нужно затачивать жало паяльника
Стоя. Он может быть изготовлен полностью из металла или на деревянной / пластиковой опоре, фиксированной металлической опоре для сварщика
Также удобно, если у вас есть небольшая металлическая канифоль.
Паять паяльником удобнее самодельной, заводской подставкой – не очень важно
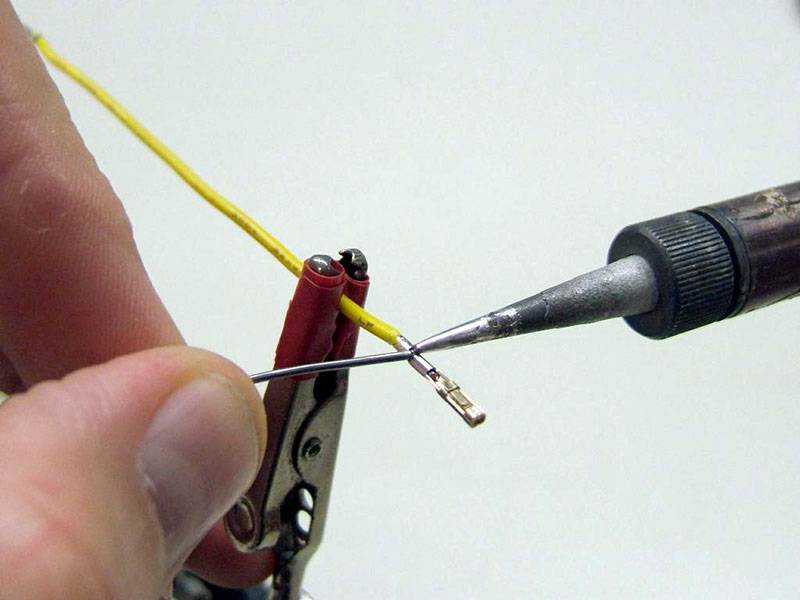
Плоскогубцы. Провода при пайке сложно удерживать пальцами – медь и алюминий обладают высокой теплопроводностью, что приводит к быстрому нагреву соседних участков
Поэтому провода удобнее паять паяльником, если удерживать их плоскогубцами. Только инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но желательно надеть на него термоусадочную трубку (там, где держите пальцы) – даже сталь быстро нагревается.
Плоскогубцы – для удержания ниток
Вам может понадобиться спирт для удаления флюса и изолента или термоусадочные трубки различного диаметра для изоляции. Это все материалы и инструменты, без которых паяльником паять провода невозможно.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.

Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.

На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Бытовой паяльник
Обычный бытовой паяльник может применяться для работы с электронными схемами и элементами. В комплекте с ним идёт набор жал для нагревательного элемента. По мощности они распределяются примерно так:
- Маломощные. Для спайки проводов и лужения дорожек на платах — от 40 до 80 ватт;
- Средней мощности. Для выполнения работ с элементами толщиной до 1 миллиметра — от 80 до 100 ватт;
- Паяльники высокой мощности, применяемые в работах с деталями от 2 миллиметров, толщиной — от 100 ватт.
Для домашних потребностей хватит первых двух, они справятся с большинством повседневных задач. Если же требуется выполнение более специфических работ таких как пайка микросхем, мелких SMD-компонентов или сложных чипов, лучше приобрести паяльную станцию, в комплект которой входит как паяльник, так и фен. Станции такого типа обладают настраиваемой температурой нагрева. Если же требуется проводить очень специфические работы такие как замена микросхем и мостов материнских плат, лучше воспользоваться инфракрасной паяной станцией. Такие аппараты не имеют практических применений для повседневного использования и являются уделом узкого круга задач для профессиональных нужд.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
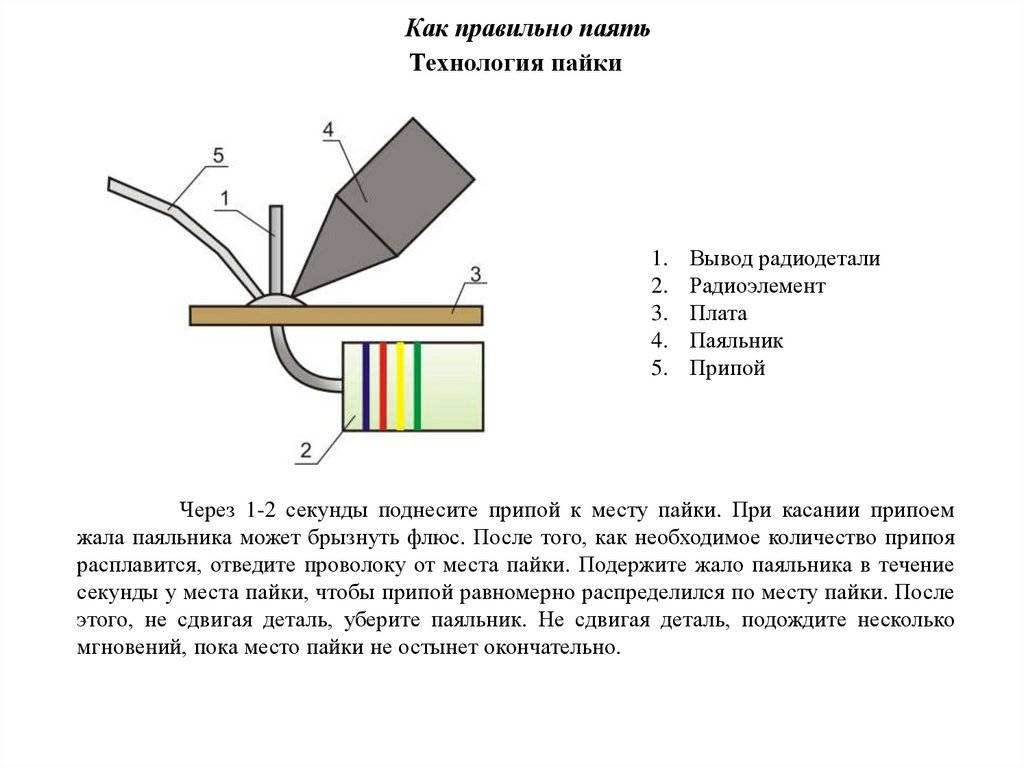
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта. Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.









Меры предосторожности
Это самая важная часть, с которой следовало бы начать. Некоторые пункты действительно упоминались на протяжении статьи – здесь они будут расписаны более подробно. Плюс другие правила.
- Паяльник держать строго за рукоятку.
- Детали брать исключительно плоскогубцами либо пинцетом. Так вы спасёте не только себя, но и детали, потому что на ваших пальцах могут быть кожные выделения (жир или пот) или статическое электричество.
- Не смотрите на плату под прямым углом. Тут дело не только в зрении, но и в парах припоя и флюса. Пары поднимаются вверх, и если вы будете их вдыхать, можете заработать заболевание дыхательных путей. Можете купить или сделать самодельную вытяжку – достаточно взять кулер от компьютера на 12 вольт и источник питания.
- Проветривайте помещение, в котором паяете. Пары могут въедаться в мебель или одежду. Поэтому лучше не паять в спальне, детской или кухне. Если места в квартире нет, выделите себе уголок у окна.
Это были несколько элементарных правил, которые нужно соблюдать всегда.
Промышленная пайка
На предприятиях тяжелой промышленности используются совершенно иные виды паяльного оборудования. Соединение больших деталей и конструкций в промышленных условиях происходит в печах.
В этом случае достигается наиболее высокое качество, так как при использовании печного оборудования можно постоянно контролировать состояние металла, поддерживать необходимую температуру и давление. Защита металла от окисления производится путем введения в камеру печи флюсов.

Печи для пайки различаются по принципу нагрева. Они бывают индукционными, газовыми, электрическими. Подаются и извлекаются заготовки различными способами в зависимости от конструкции печного оборудования. Это может быть ручная подача, ленточный конвейер, шахтная и элеваторная подачи.
В печах с ручной подачей нагрев и остывание деталей, паяльной камеры происходит в пределах одного цикла пайки. После остывания загружаются новые детали. В этой печи легче всего контролировать течение процесса и его продолжительность.
 В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
В конвейерном паяльном оборудовании нагрев происходит постоянно, а остывают детали уже после извлечения из камеры. Такие печи используются для создания большого количества одинаковых, серийных изделий.
Шахтные и элеваторные печи используют для изготовления крупногабаритных объемных конструкций, которые собирают прямо в печи и затем производят процесс пайки при полностью контролируемых параметрах.
Вакуумное паяльное оборудование используют для соединения изделий из сильноокисляющихся материалов. Паяные швы, произведенные в таких печах, отличаются чистотой и однородностью, что обеспечивает их прочность.
По причине менее высокой температуры и совершенно иного, чем при сварочных работах, воздействия на металл, паяные соединения более стойки к коррозии и к механическим воздействиям.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
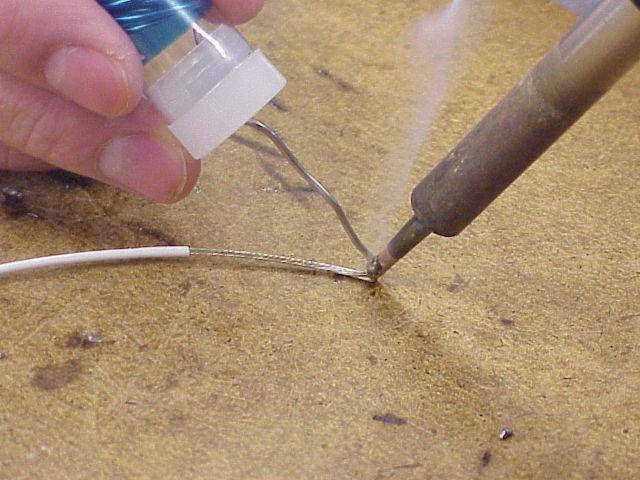
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Жидкая канифоль
Визуально можно определить качество пайки электропроводки и электронных плат: 1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов. 2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Помогла вам статья?
ДаНет
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.

Скрутки проводов
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:







- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Рекомендации
Далее следует несколько дельных и полезных советов, как для начинающих работу, так и для опытных, которые настоятельно рекомендуется соблюдать.
- Отлуженное жало паяльника покрывается окисью – это значит, что инструмент перегрелся и ему необходимо немного «отдохнуть». Выключите инструмент из сети переменного тока.
- Не секрет, что чистая поверхность соединения во время пайки – залог качественного скрепления деталей. По этому поводу для начинающих есть дельный совет: не стоит пытаться поспешно паять, а постараться сначала поработать напильником и шкуркой.
- Мнение о том, что большое количество тиноля дает более качественный результат соединения, неверно. Скорее, большое количество припоя негативно скажется на качестве шва, чем позитивно.
- Мощность и форму паяльника следует подбирать в зависимости от стоящей перед вами задачи: чем больше размер спаиваемых деталей, тем мощнее должен быть электроинструмент.
- Если перед вами стоит необходимость спаивания проводов, знайте, что их предварительно следует скрутить, после чего соединять методом пайки. Так вы улучшите качество шва. О процедуре правильного скручивания проводов можно посмотреть простые уроки на видео.
В конце стоит сказать, что пайка металлов в домашних условиях позволяет быстро и качественно отремонтировать какой-либо электрический прибор или что-нибудь другое. Так что, пайка должна быть интересна всем настоящим мужчинам.
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Подводя итоги

Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков. Источники
Источники
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://svaring.com/soldering/praktika/pajka-mednyh-provodov
- https://slarkenergy.ru/provodka/cable/kak-pripayat-provod-k-provodu.html
- https://odinelectric.ru/knowledgebase/kak-pravilno-spayat-dva-provoda-payalnikom
- https://electric-220.ru/kak-pravilno-pajat-mnogozhilnye-i-odnozhilnye-provoda-pajalnikom
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://svarkaipayka.ru/oborudovanie/payalniki/kak-pravilno-payat-payalnikom-s-kanifolyu.html
- https://odinelectric.ru/knowledgebase/kak-pravilno-payat-payalnikom
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Янв 25, 2021





